| Titel: | Neuerungen an Apparaten und Maschinen zum Bleichen, Färben und Waschen von Geweben. |
| Autor: | G. Rohn |
| Fundstelle: | Band 261, Jahrgang 1886, S. 119 |
| Download: | XML |
Neuerungen an Apparaten und Maschinen zum
Bleichen, Färben und Waschen von Geweben.
Patentklasse 8. Mit Abbildungen auf Tafel 8.
Neuere Maschinen für Färbereien von Geweben.
Der sogen. J. Thompson'sche Bleichprozeſs (vgl. 1884 253 * 428), bei welchem zur Beschleunigung der Wirkung
des Bleichpulvers gasförmige Kohlensäure benutzt wird, ist durch das Eingreifen W. Mather's von der Firma Mather und Platt in Manchester für die fabrikmäſsige Anwendung ausgebildet
worden. Nicht nur, daſs an Stelle der von J. Thompson
und J. Rickman vorgeschlagenen Behandlung der
Faserstoffe mit Cyansalzen bezieh. mit Thonerdehydrat und Soda oder Kaolin und
Aetznatron (vgl. 1884 252 392 bezieh. 1885 256 240) vor der Tränkung mit dem Bleichmittel die
jedenfalls besser entsprechende Einwirkung von Soda und darauf folgendes Dämpfen und
Heiſswaschen gesetzt wurde, W. Mather hat auch für die
Anwendung des neuen Bleichprozesses auf Gewebe und die ununterbrochene Ausführung
desselben zweckentsprechende Einrichtungen (vgl. Englisches Patent 1884 Nr. 7909,
1885 Nr. 471, 1912, 3096, 3748, 8793, 8794) getroffen.Vgl. auch * D. R. P. Kl. 8 Nr. 36404 vom 3. März 1885. Red.
Die Ausführung des Mather-Thompson'schen Bleich
Verfahrens kann hiernach bei Geweben in voller Breite oder im Strange vorgenommen
werden, wobei die einzelnen Stücke in üblicher Weise an einander genäht sind. Die
Ausführung selbst zerfällt in zwei Theile: das Entschlichten und das Bleichen. Zum
Entschlichten wird das Gewebe mit einer Sodalösung getränkt, sowie in einem
besonderen neuen Apparate gedämpft und gekocht; das Bleichen des Gewebes erfolgt
alsdann in einer langen zusammengesetzten Maschine in einem Durchgange.
Während bei den gebräuchlichen Bleich verfahren die Gewebe für das Entschlichten
meist genäſst und dann feucht einige Zeit liegen gelassen werden, um die Schlichte
gewissermaſsen durch Gährung zu lösen, wird mit dem Malerischen Apparate ein solcher
Zeitverlust vermieden. Die Gewebe werden in voller Breite liegend oder im Strange
zuerst durch eine Sodalösung gezogen, wozu eine gewöhnliche in Bleichereien
vorhandene Waschmaschine dient, und darauf in Korbwagen – bei breit liegenden
Geweben gefaltet, oder bei Gewebesträngen deren zwei oder mehrere – einfach hin und
her gelegt. Diese Korbwagen sind aus verzinktem Flacheisengeflecht, können Gewebe
bis zu 1t Gewicht aufnehmen und laufen mit Rollen
auf Schienenbahnen im Fabrikfuſsboden. Die gefüllten Korbwagen werden sofort in den
neuen Mather'schen Beuchkessel geschoben. Dieser Kessel ist ein liegender, an seiner vorderen
Stirnseite mit einer aushebbaren Thür verschlossener Cylinder, in welchen hinein
sich die Schienenbahn fortsetzt und der bequem zwei solche Korbwagen hinter einander
stehend aufnehmen kann. Die Thür ist an einer Kette aufgehängt, welche über Rollen nach der
hinteren Cylinderseite geführt und dort an einen mittels Dampf oder Preſswasser zu
bewegenden Kolben angeschlossen ist. Beim Einlassen der Preſsflüssigkeit in den
zugehörigen Cylinder wird die Thür schnell ausgehoben. Der dampfdichte Verschluſs
der Thür wird nicht mittels Schraubenbolzen u. dgl. bewerkstelligt, sondern der
Rahmen der Thür ist nach unten spitz auslaufend keilförmig und der vordere Rand des
Kessels entsprechend ausgespart, so daſs sich die Thür durch ihr Eigengewicht fest
und dicht einsetzt. Diese Einrichtungen ermöglichen die Raschheit des Beladens und
Entladens des Beuchkessels.
Nach Einbringung zweier Wagen mit dem von der Sodalösung durchfeuchteten Gewebe wird
Dampf von etwa 1at Spannung in den Beuchkessel
gelassen. Dabei werden die Gewebe, um sie vor den schädlichen Einwirkungen trockener
Hitze zu schützen, durch eine schwache Sodalösung beständig übergössen und damit
feucht erhalten. Das beständige Uebergieſsen vermittelt eine Flügelpumpe, welche die
Flüssigkeit an der tiefsten Stelle des Kessels ansaugt und dann oben in einem
durchlochten Rohre wieder über den gefüllten Korbwagen ausspritzt. Es besteht also
ein beständiger Kreislauf der Flüssigkeit wie bei neueren Apparaten zur chemischen
Behandlung von Faserstoffen.Vgl. Obermaier u.a. 1884 253 * 126. 254 * 205. 1885 257 * 319. Statt der Sodalösung wird
darauf heiſses Wasser in den Kessel geführt und in gleicher Weise mit
Flüssigkeitsumlauf gewaschen. Die so behandelte Waare wird dann aus dem Kessel
gefahren und letzterer gleich wieder frisch beschickt, so daſs mit dem neuen
Beuchkessel 6t Gewebe täglich zum Bleichen
vorbereitet werden können. Die Wagen mit den entschlichteten Geweben werden zu der
Bleichmaschine gefahren und die Gewebe sofort in dieselbe eingeführt, so daſs für
die weitere Behandlung keine Unterbrechung eintritt.
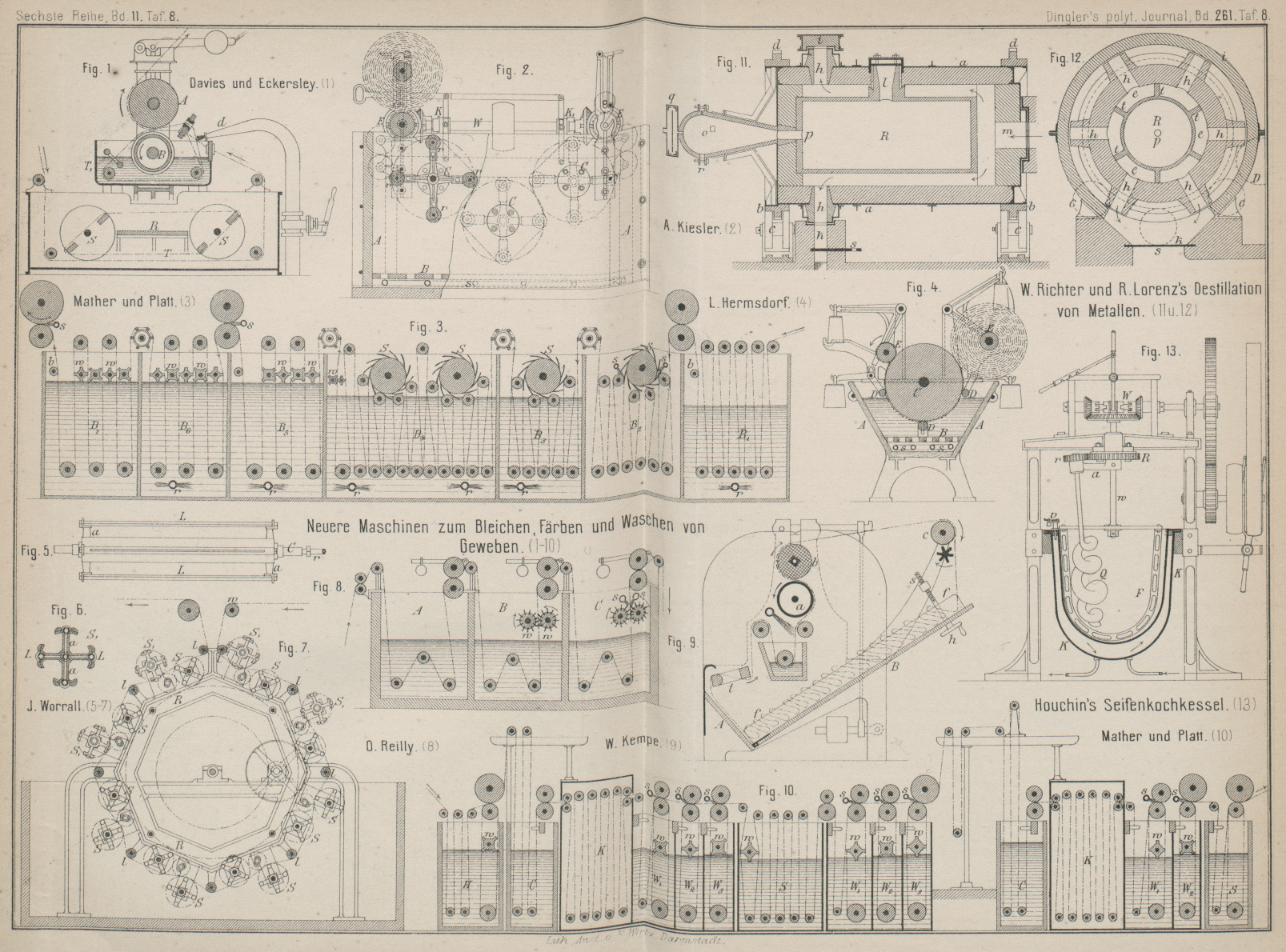
Die von Mather und Platt in Manchester ausgeführte
ununterbrochen arbeitende Bleichmaschine war auf der
Erfindungsausstellung in London 1885 zu sehen und ist in Fig. 10 Taf. 8 in einer
Durchschnittsskizze veranschaulicht. Die Maschine ist für eine zweckentsprechende
Durchführung des Thompson'schen Bleichprozesses ein
wesentliches Erforderniſs, da mit derselben die mehrfache Tränkung der Gewebe mit
der Bleichflüssigkeit, der nachfolgenden Behandlung mit gasförmiger Kohlensäure und
das wiederholte Waschen in einem Durchgange – ob das Gewebe dabei breit liegt oder
einen Strang bildet – möglich ist; im letzteren Falle werden gleichzeitig mehrere
Gewebestränge neben einander liegend behandelt. Die Geschwindigkeit des Gewebes
beträgt dabei etwa 55m in der Minute.
Das Gewebe wird zuerst durch einen Waschbottich H mit
heiſsem oder kaltem Wasser geleitet und gelangt nach dem Auspressen zwischen zwei Walzen in den
Bottich C, welcher die Bleichflüssigkeit enthält. Nach
dem Verlassen des Preſswalzenpaares des Bottiches C
wird das Gewebe ganz kurz in die Kohlensäurekammer K
geführt. Die letztere ist ein einfacher Eisenblechkasten mit Leitwalzen für das
Gewebe, welcher an den Schlitzöffnungen für den Ein- und Austritt des letzteren mit
Gummistreifen versehen ist, die sich an das Gewebe legen und ein Entweichen des
Gases hindern. Das Kohlensäuregas wird durch eine Leitung am Boden des Kastens
zugeführt und eine einfache Vorrichtung läſst den Stand des Gases in der Kammer K leicht erkennen. An einer Seitenwand derselben ist
ein oben und unten mit dem Inneren der Kammer verbundenes Glasrohr angebracht, in
welchem eine mit Luft gefüllte dünne bunte Glaskugel den Stand des Kohlensäuregases
angibt. Die Kohlensäure als von höherem specifischem Gewichte erhält die Glaskugel
gemäſs ihres Höhenstandes in der Kammer K und also auch
im Glasrohre in letzterem in der Schwebe und nach der jeweiligen Stellung wird der
Zutritt von frischer Kohlensäure geregelt. Auf die Behandlung des Gewebes mit
Kohlensäure folgt ein Waschen in den getrennten Bottichen W1, W2 und W3, dann ein Durchziehen im Bottiche S in heiſser Lösung und nachheriges wiederholtes
Waschen. Das Schlagen des Gewebes in den Waschbottichen bewerkstelligen Walzen w; das Waschwasser wird durch Spritzrohre s immer zwischen die Preſswalzen an das Gewebe
geleitet. Die nun etwas in der freien Luft geführte Waare gelangt dann zu
wiederholter gleicher Behandlung und wird darauf für das Fertigwaschen einer
gewöhnlichen Waschmaschine zugeleitet. Zum Waschen wird in den Bottichen eine
schwache Salzsäurelösung verwendet.
Die Vorzüge des Mather-Thompson'schen Bleichverfahrens
mit Benutzung der beschriebenen Einrichtungen liegen hauptsächlich in der Ersparniſs
von Zeit und Waschwasser. Der ganze Bleichprozeſs kann nach den Angaben der Fabrik
in 8 bis 10 Stunden durchgeführt, also ein Gewebestück bequem in einem Tage
gebleicht werden. Der Verbrauch an Wasser für das Waschen und für die chemische
Behandlung stellt sich auf etwa ⅕ der bisher benöthigten Menge, was namentlich dort,
wo das Wasser städtischen Leitungen entnommen werden muſs, ins Gewicht fällt, Die
Ersparniſs an Chemikalien soll sich auf ⅓ stellen und die Gewebe sollen weniger als
bei den gewöhnlichen Bleichverfahren an Gewicht verlieren. Die Beschränkung der
Handarbeit wird bei dem neuen Verfahren durch die beschriebenen Einrichtungen bis
auf das thunlichst Möglichste gesichert. Der neue Beuchkessel ist natürlich auch bei
jedem anderen Bleich verfahren gleich vortheilhaft zu benutzen.
Bei der Färberei von wollenen Geweben werden gewöhnlich
einfache Kufen aus Holz oder Stein benutzt, in welchen die Farbeflüssigkeit durch
ein am Boden liegendes, mit einem Holzgitter überdecktes, mit Kesseldampf gespeistes
Schlangenrohr kochend erhalten wird. Das endlose Gewebe wird dann durch eine über
der Kufe gelagerte Haspeltrommel durch die Farbeflüssigkeit gezogen. Für den Antrieb
der Trommel, welcher eine Drehung derselben in verschiedenen Geschwindigkeiten und
in beiden Richtungen zu ermöglichen hat, werden gewöhnlich von einem
Deckentriebwerke aus Riemen benutzt, welche jedoch durch die Feuchtigkeit und die
verschiedenen Dämpfe schnell unbrauchbar werden und auch durch Rutschen auf den
Scheiben Ungleichheiten in der Färbung hervorbringen können. R. Middleton in Leeds bringt deshalb nach dem Textile Manufacturer, 1884 * S. 473 einen Winkelantrieb mittels Reibungsscheiben für Haspel von Farbkufen zur
Ausführung. Die Kufen müssen dabei an einer Wand des Färbereiraumes aufgestellt
werden, an welcher auch die Triebwelle gelagert ist. Von der Triebwerkswelle
zweigen, durch Winkelräder getrieben, schräg nach den Farbkufen zu gerichtete Wellen
ab, welche zwei gegen einander stehende Reibungsscheiben tragen. Zwischen diese
treten zu beiden Seiten der Welle die mit Reibungsrollen versehenen Endzapfen der
Haspelachsen, so daſs also gleichzeitig zwei benachbarte Haspel von einer Zweigwelle
aus getrieben werden. Die Lager der Endzapfen mit den Reibungsrollen sind in der
Achsenrichtung der Zweigwelle verstellbar, so daſs jede Reibungsrolle mit der oberen
oder unteren Reibungsscheibe in Berührung gebracht, also jede beliebige
Drehungsrichtung erhalten werden kann. Durch ein Verschieben der Reibungsrollen auf
den Haspelachsen läſst sich die Geschwindigkeit des Gewebedurchzuges ändern.
Noch weitergehend versehen Calvert und Comp. in
Huddersfield (daselbst 1885 * S. 454), um die Bewegung der Farbkufenhaspel
vollkommen unabhängig von einem Triebwerke im
Färbereiraume zu machen, die Farbkufen mit besonderen kleinen Dampfmaschinen, wie
dies ja in neuerer Zeit für Appreturmaschinen vielfach geschieht. Die
Schwungradwelle der Dampfmaschine treibt mittels eines Zahnradvorgeleges auf die
Haspelachse und die Dampfmaschine ist mit einer leicht zu handhabenden Umsteuerung
versehen.
Das Färben der neuerdings sich gröſserer Beliebtheit
erfreuenden gewirkten Stoffe kann auf einfachen, mit
einem Haspel versehenen Färbekufen nicht vorgenommen werden. Es tritt hier die
groſse Elasticität dieser Waaren und das Bestreben derselben, sich einzurollen,
hindernd auf. Um dies zu vermeiden, ist die Waare gespannt gehalten durch das
Farbebad zu führen. Eine in der Färberei von L.
Hermsdorf in Chemnitz benutzte Maschine (* D. R. P. Nr. 33590 vom 11. Juni
1885) sucht dieser Anforderung nachzukommen.
In der mit einem hölzernen Siebboden R versehenen
hölzernen Farbkufe A (Fig. 4 Taf. 8), in welcher
das Farbebad durch eine Dampfschlange s kochend
erhalten wird, liegt die von einem Wendegetriebe aus in Drehung zu versetzende volle Zugwalze C. An derselben wird die umgelegte Waare
durch Druckwalzen D gehalten. Bei der abwechselnden Hin- und Herdrehung der
Walze C wickelt sich die Waare immer von der einen
Rolle E ab und auf die andere Rolle E auf. Die Rollen E laufen
mit ihren Endzapfen auf Bahnen am Gestelle und werden durch Gewichtshebel an die
Walze C gedrückt.
Indem bei dieser Maschine die Waare an der vollen Walze C liegend, also nicht frei durch das Farbebad gezogen wird, kann die gute
Durchfärbung beeinträchtigt werden. Dieser Uebelstand ist bei der von der Zittauer Maschinenfabrik und Eisengieſserei, Albert Kiesler
und Comp. in Zittau (* D. R. P. Nr. 33923 vom 21. Juli 1885) ausgeführten
Färbemaschine für gewirkte Stoffe vermieden. Wie
aus Fig. 2
Taf. 8 zu entnehmen, wird der zu färbende Stoff in dem Farbebade um drei Rollenkreuze C liegend durch dieselben gespannt
erhalten. Die Rollen r dieser Kreuze sind leicht
drehbar und die Kreuze werden unter einander und von den Wickelwalzen E durch Räder entsprechend der Stoffgeschwindigkeit
getrieben. Durch Verschieben der Kuppelmuffe K und K1 erhält die eine der
beiden Walzen E von der Achse W aus Drehung und so wird wie vorhin der Stoff abwechselnd nach beiden
Richtungen durch das Farbebad gezogen. Indem der Stoff hierbei durch die Drehung der
Rollenkreuze sanft geschlagen wird, ohne seine Spannung zu verlieren, kann die gute
Durchfärbung nur unterstützt werden.
Auf den beiden beschriebenen Maschinen können gewirkte
Stoffe nach dem Färben natürlich auch ausgewaschen werden.
Sammetartige Gewebe benöthigen für das Waschen und
Färben ebenfalls besondere Maschinen (vgl. Albert 1879
234 * 190). Es legt sich bei diesen Geweben die
Haardecke durch die Flüssigkeitswirkung leicht nieder und um dies zu vermeiden, muſs
die Waare während des Waschens und Färbens geschlagen werden. Eine Maschine zur
Ausführung dieser Arbeit, bei welcher das Gewebe auf- und absteigend um eine
senkrechte Reihe von Schlägerwellen geführt wird, hat J.
Worrall in Ordsall bei Salford (Englisches Patent 1882 Nr. 3221, vgl. * D.
R. P. Nr. 18971 vom 29. Januar 1882, ertheilt an M. Menger in Berlin) in Vorschlag gebracht. Bei einem neueren Vorschlage (* D. R. P. Nr. 32707 vom 24. December 1884) hat Worrall die
Schlag er wellen im Kreise an einem achteckigen
Rahmen angeordnet und dadurch die einzelnen Theile der Maschine leichter zugänglich
gemacht.
Die in Lagern an dem Rahmen R (Fig. 7 Taf. 8) ruhenden
Schläger S und S1 liegen in zwei verschiedenen Kreisen; die inneren
Schläger werden von einem gemeinschaftlichen groſsen Zahnrade aus unmittelbar, die
äuſseren Schläger von den inneren durch Zwischenräder betrieben. Das zu behandelnde
Gewebe wird von oben über Führungswalzen w und zwischen
den Schlägern um den Rahmen R über Walzen l herumgeführt und taucht dabei auf der unteren Hälfte
des letzteren in die im Troge A befindliche
Flüssigkeit. Die Zuleitung der Flüssigkeit erfolgt an das Gewebe durch die oberen
äuſseren Schläger S1,
welche die in Fig.
5
und 6 Taf. 8 veranschaulichte
Ausführung besitzen. Die Flüssigkeit tritt durch die hohle Achse C der Schläger und durch deren hohle Arme a in die rohrförmigen Schlagleisten L und aus denselben durch Schlitze an das Gewebe. Damit
nur die gerade das Gewebe berührenden Schlagleisten Flüssigkeit abgeben, ein
Umherspritzen derselben also vermieden wird, drehen sich die Hohlachsen C der Schläger auf festen Rohren r, welche nur auf der
dem Gewebe zugekehrten Seite einen Schlitz besitzen.
Bei Benutzung dieser Maschine, in welcher das Gewebe mit der Haardecke nach auſsen zu
läuft, soll durch die Wirkung der Schläger nicht bloſs ein Niederlegen der Haardecke
verhindert, sondern es sollen auch die einzelnen Härchen derselben so von einander
getrennt werden, daſs das sonst erfolgende nachherige Bürsten wegfallen kann.
Die gebräuchlichen Maschinen zum Auswaschen des Gewebes nach
dem Färben, wo die Gewebe, wie bei Wollstoffen, in voller Breite liegend
behandelt werden, besitzen gewöhnlich unter den Preſswalzen einen Trog von
gekrümmter Bodenform. W. Kempe und Comp. in Leeds
suchen nun die Uebelstände dieser Form, welche in einem ungleichen Abrutsche des
gefalteten Gewebes und leichter Verwickelung desselben bestehen, durch eine stellbare Winkelform des Troges zu beseitigen. Wie aus
Fig. 9
Taf. 8 ersichtlich ist, faltet sich das von der Zugwalze c abfallende Gewebe auf dem schrägen Boden B
und rutscht auf demselben durch die gerade Form gleichmäſsig abwärts gegen die feste
schräge Wand A, um auf dieser wieder aufwärts durch das
Spannzeug t zu den Preſswalzen a, b gezogen zu werden. Der Boden B ist um
Gelenke am unteren Ende drehbar und mittels Handrad h
und Schraube s verschieden schräg einzustellen, um bei
den verschiedenen Geweben immer gleichen Abrutsch zu erhalten. Der schräge Aufzug
des Gewebes an der Wand A an Stelle des gewöhnlichen
senkrecht erfolgenden Aufstieges vermeidet ein Zurückschlagen der unteren
Gewebelagen in dem Troge und damit schädliche Verwickelungen. Der Boden B erhält noch Leisten f
zur seitlichen Führung des Gewebes und ist mit verzinktem Blech belegt.
Auch die Preſswalzen a, b sind bei dieser in England
patentirten Maschine (vgl. Textile Manufacturer, 1886 *
S. 293) neuartig angeordnet. Die untere Walze a ist von
Metall mit einem galvanischen Ueberzuge, welcher Säuren gut widersteht, Die obere
Walze b besteht aus auf eine viereckige Achse
gepreſsten Gewebescheiben von demselben Faserstoffe als die zu behandelnden Waaren,
worauf die Erbauer besonders Werth legen.
Die beschriebene Maschine ist gleich gut auch als Breitwaschmaschine für zu walkende
Stoffe verwendbar.
Eine vielfach namentlich in Bleichereien benutzte Waschmaschine ist die von Bridson in Bolton le Moors (Englisches Patent 1852 Nr.
96) angegebene, von Jackson in Bolton gebaute. Bei
dieser Maschine wird das im Strange laufende Gewebe in der Waschflüssigkeit durch
die Drehung zweier
Flügelwellen S (Fig. 1 Taf. 8) geschlagen,
indem das um dieselben gelegte Gewebe immer gegen eine feste Wand R trifft. Die vom Gewebestrange aufgenommene
Flüssigkeit wird dann durch ein über dem Troge T
angeordnetes Walzenpaar A, B wieder ausgepreſst, worauf
die Waare noch auf einer gewöhnlichen Walzenwaschmaschine zur Behandlung kommt. Um
nun diese letztere Arbeit gleich auf der Bridson'schen
Waschmaschine mit vorzunehmen, haben Davies und Eckersley nach dem Textile Manufacturer, 1884 * S. 469 unter dem Walzenpaare A, B noch einen Waschflüssigkeitstrog T1 mit Leitrollen
angebracht. Der aus dem Troge T aufsteigende
Gewebestrang wird nun mehrere Male um die Leitwalzen und die untere Walze B herumgeführt und dabei aus dem Rohre d immer bespritzt.
Auf der Erfindungsausstellung in London 1885 zeigten Mather
und Platt in Salford auch eine Waschmaschine für
bedruckte Gewebe, sogen. „Open Soaping Machine“. Dieselbe ist in Fig. 3 Taf. 8
veranschaulicht und besitzt hiernach 7 Bottiche B1 bis B7 und die ansehnliche Länge von 8m. Das in voller Breite laufende Gewebe erfährt
folgende Behandlung: 1) Einweichen, 2) Kaltwaschen, 3) Heiſswaschen, 4) und 5)
Einseifen, 6) Heiſswaschen und 7) Kaltwaschen. Das Einweichen und erste Kaltwaschen
löst und entfernt einen groſsen Theil der Farben-verdickungsmittel und das darauf
folgende Heiſswaschen erleichtert die Aufnahme der Seife. Der Bottich B5 erhält frische
Seifenlösung und versorgt damit den Bottich B5. Das Kalt- und Heiſswaschen nach dem Seifen
entfernt gründlich alle Verdickungsmittel und das Gewebe verläſst die Maschine durch
ein Preſswalzenpaar aus einer Messing-Unterwalze und einer Hirnholz-Oberwalze. Das
kalte Wasser tritt durch Spritzrohre s unmittelbar an
das Gewebe; das warme Wasser gelangt durch die Rohre r
am Boden der Bottiche in dieselben.
Wesentlich an dieser Maschine sind die Schläger S, von
denen einer je im Kalt- und Warmbottiche B2 und B3 und zwei im Seifenbottiche B4 angebracht sind. Diese Schläger sind
mit Gummistreifen besetzte Holzwalzen, welche so schnell umlaufen, daſs das Gewebe
in der Minute etwa 2000 bis 3000 Schläge erhält. Dabei ist die Drehungsrichtung der
Schläger gleich mit der Laufrichtung des Gewebes, welches mit einer Geschwindigkeit
von etwa 70m in der Minute durch die Maschine
gezogen wird. Die Leitwalzen für das Gewebe um die Schläger S sollen in besonderen Fällen auch aus gelochten Kupferrohren hergestellt
werden. Walzen w von Kreuzquerschnitt in den übrigen
Bottichen vermitteln eine schüttelnde Bewegung des Gewebes. Vor den üblichen
Preſswalzen sind immer Breithalter b angebracht.
Aehnliche Maschinen zu gleichem Zwecke bauen auch J. Hawthorn
und Comp. in Stockport.
Die Waschmaschine von O.
Reilly in Westerly, Nordamerika, besitzt ähnliche Einrichtung zum Schlagen des Gewebes. In Fig. 8 Taf. 8 ist eine solche Maschine mit
3 Bottichen A, B und C zum
Einweichen, Seifen und Spülen veranschaulicht. Jeder Bottich besitzt ein
Preſswalzenpaar und die beiden letzten Bottiche enthalten gegen das Gewebe laufende,
mit Gummistreifen versehene Walzen w. Im Bottiche B3 spritzen Rohre s das Spülwasser gegen das laufende Gewebe.
G.
Rohn.
Tafeln