| Titel: | Verfahren Bleiweiß zu fabriciren und Metalldämpfe zu verdichten; patentirt für Thomas Richardson, Chemiker in Newcastle-upon-Tyne, am 21. August 1848. |
| Fundstelle: | Band 112, Jahrgang 1849, Nr. XLIII., S. 204 |
| Download: | XML |
XLIII.
Verfahren Bleiweiß zu fabriciren und Metalldämpfe
zu verdichten; patentirt für Thomas Richardson, Chemiker in Newcastle-upon-Tyne, am
21. August 1848.
Aus dem London Journal of arts, April 1849, S.
193.
Mit einer Abbildung auf Tab. IV.
Richardson's Verfahren Bleiweiß zu fabriciren und Metalldämpfe zu
verdichten.
Bereitung von Bleiweiß.
Der Erfinder verwendet zu dieser Fabrication vorzugsweise die Bleiblätter, woraus die
Theebüchsen zusammengesetzt werden; dieses Blei wird in geschmolzenem Zustand einem
langsamen Strom heißer Luft in einem gewöhnlichen Mennigofen oder einer
eingemauerten eisernen Schale ausgesetzt; das in ihm enthaltene Zinn wird dadurch
oxydirt und begibt sich mit ein wenig Bleioxyd gemischt an die Oberfläche; es wird
von Zeit zu Zeit mittelst einer eisernen Krücke beseitigt; der Proceß ist beendigt,
wenn das geschmolzene Blei so weich geworden ist, daß es durch den Fingernagel
leicht geritzt wird; man gießt es dann in Formen.
Zur Bleiweißgewinnung wird das feingekörnte Blei der Einwirkung von verdünnter
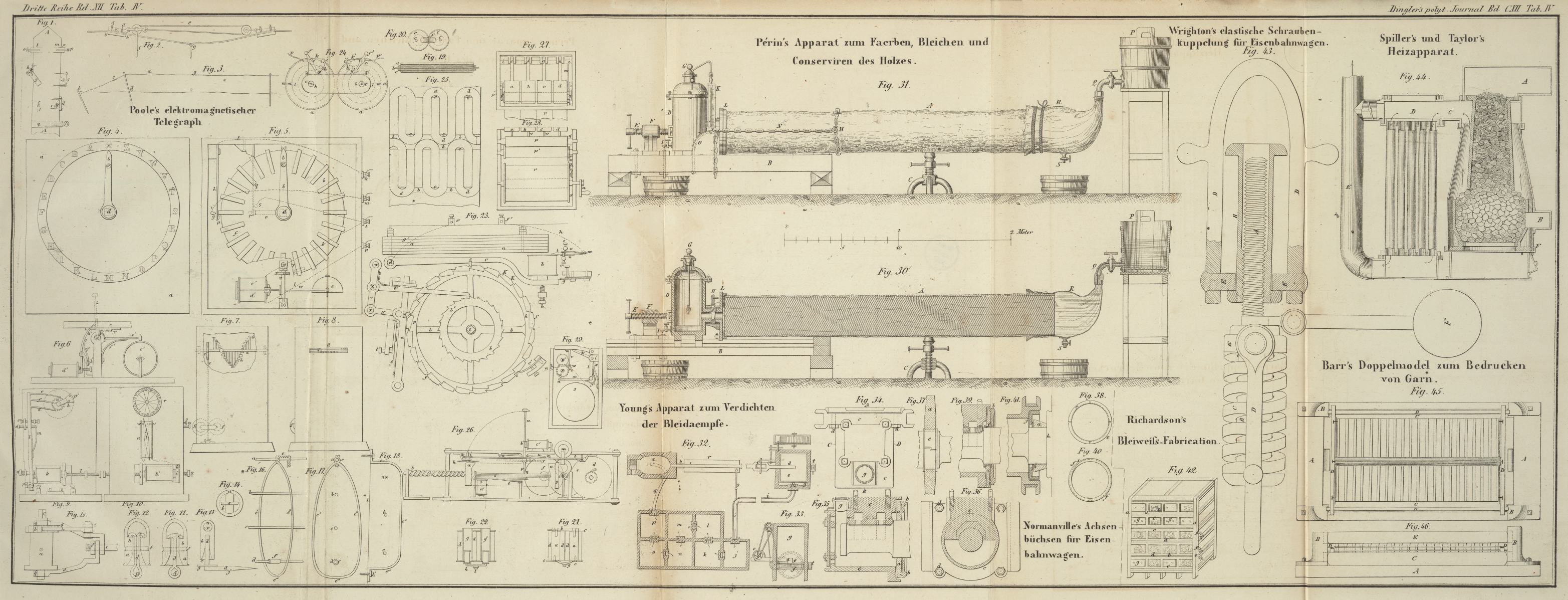
Essigsäure, Wasserdampf, heißer Luft und Kohlensäure ausgesetzt. – Der Apparat dazu, Fig. 42, besteht aus
einem Gestell a, dessen Inneres durch die doppelten
Bretter b, c in Fächer abgetheilt ist; in den Raum d zwischen jedem Bretterpaar leitet man aus einem Rohr,
wie bei e zu sehen, Wasserdampf oder heiße Luft, um die
Bretter zu erwärmen; in jedes Fach wird durch ein Rohr f
kohlensaures Gas geleitet und der Apparat mittelst der Thüren g während der Bleiweiß-Erzeugung geschlossen. – Das Verfahren bei der Fabrication besteht darin, daß man die
lockere Masse von fein zertheiltem metallischem Blei mit 20 bis 30 Pfd. verdünnter
Essigsäure auf 20 Centner Blei befeuchtet und die Masse mehrmals wendet. Man breitet
20 bis 30 Centner von dem so zubereiteten Blei auf jedem Brett b mit einem hölzernen Rechen aus und schließt dann die
Thüren des Apparats; hierauf leitet man kohlensaures Gas durch Röhren f in die Abtheilungen, welches mit dem Blei in Berührung
bleiben muß, bis dasselbe in rohes Bleiweiß verwandelt ist; zu gleicher Zeit läßt
man Dampf oder heiße Luft in die Räume d strömen, um das
Innere des Apparats auf 26 bis 30° Reaumur zu erwärmen, welche Temperatur man
während der
Bleiweißbildung so gleichförmig als möglich zu unterhalten sucht. Gelegentlich
leitet man Dampf in die Kammer, um die künstliche Atmosphäre von kohlensaurem Gas in
feuchtem Zustande zu erhalten, aber nicht mehr als hinreicht, damit sich das Blei
feucht anfühlt. Das Blei ist gewöhnlich nach 10 bis 14 Tagen in Bleiweiß verwandelt;
um zu jeder Zeit zu erfahren, wie weit diese Umwandlung vorgeschritten ist, zerreibt
man eine Probe davon in einem Mörser mit Wasser, wo dann nach dem Abgießen des
suspendirten Bleiweiß das metallische Blei auf dem Boden zurückbleibt. Das rohe
Bleiweiß wird unter einem Paar verticaler Steine gemahlen, geschlämmt, dann zwischen
einem Paar horizontaler Steine fein gemahlen, gewaschen und getrocknet.
Verfahren zum Verdichten von
Metalldämpfen.
Man leitet in den Hauptcanal – mit welchem die verschiedenen Oefen, worin
metallische Substanzen behandelt werden, verbunden sind – Wasserdampf durch
enge eiserne Röhren, so daß immer eine Röhre 1 bis 2 Fuß von jedem Ofen entfernt, in
den Canal (Fuchs) eintritt. Jede Röhre ist mit einem Sperrhahn versehen; es brauchen
übrigens nicht alle Oefen in Gang zu seyn, wenn nur vor dem letzten in Gang
befindlichen Ofen Dampf in den Fuchs in solcher Menge eintritt, daß er während der
Verdichtung der Metalldämpfe den erforderlichen Zug zu unterhalten vermag. In der
Nähe des Schornsteins, mit welchem der Hauptfuchs verbunden ist, wird ein 20 Fuß
hoher Thurm errichtet und durch eine von seiner Spitze bis auf eine gewisse
Entfernung herabreichende Mauer in zwei Fächer abgetheilt; der Inhalt jeder
Abtheilung des Thurms und der Canal zwischen ihnen am oberen Ende der abtheilenden
Mauer müssen etwas größer seyn als der Inhalt des mit ihm communicirenden
Hauptcanals; in der Mitte der abtheilenden Mauer des Thurms ist eine Anzahl eiserner
Stangen befestigt, auf welche man harte Kohks, zerbrochene Ziegel etc. etwa von der
Größe kleiner Pflastersteine legt; die Decke des Thurms ist mit Löchern von einem
Viertelszoll Durchmesser versehen, durch welche man beständig Wasser laufen läßt,
das auf die Kohksstücke fallend, nach allen Seiten zerstreut und so mit den
Metalldämpfen in Berührung gebracht wird, welche in Folge theilweiser Verdichtung
des in den Hauptfuchs geleiteten Wasserdampfs schon in feuchtem Zustande sind. Wenn
zur vollkommenen Verdichtung der Metalldämpfe eine so dicke Kohksschicht angewandt
werden muß, daß sie den erforderlichen Zug des Schornsteins vermindert, so läßt man
eine Anzahl Dampfröhren in den Verbindungscanal zwischen dem Thurm und dem
Schornstein einmünden.
Tafeln