| Titel: | Wasserdichtmachen von Geweben. |
| Fundstelle: | Band 276, Jahrgang 1890, S. 556 |
| Download: | XML |
Wasserdichtmachen von Geweben.
Mit Abbildungen auf Tafel
29.
Wasserdichtmachen von Geweben.
Die Appreturmittel, welche die Gewebe wasserdicht oder wasserabstoſsend machen
sollen, kommen nicht, wie gewöhnlich, in aufgelöstem Zustande in Anwendung, sondern
in fester Form und werden dadurch auf den Stoff aufgetragen, daſs dieser an einem
aus dem in Frage kommenden Appreturmittel gebildeten Körper (Platte, Cylinder
u.s.w.) vorbeigeführt und hierauf einer Temperatur ausgesetzt wird, welche höher ist
als der Schmelzpunkt des Appreturmittels. Es können somit zu diesem Verfahren alle
wasserabstoſsenden Stoffe, die in fester und geeigneter Form hergestellt werden
können, Anwendung finden, wie z.B. Stearin, Wallrath, Erdwachs, Paraffin, Wachs,
Japanwachs u.s.w., dieselben müssen jedoch gleichzeitig auch bei einer Temperatur
schmelzen, welche dem Gewebe keinen Schaden thut, und sie können entweder einzeln
oder in Verbindung mit einander zur Anwendung kommen.
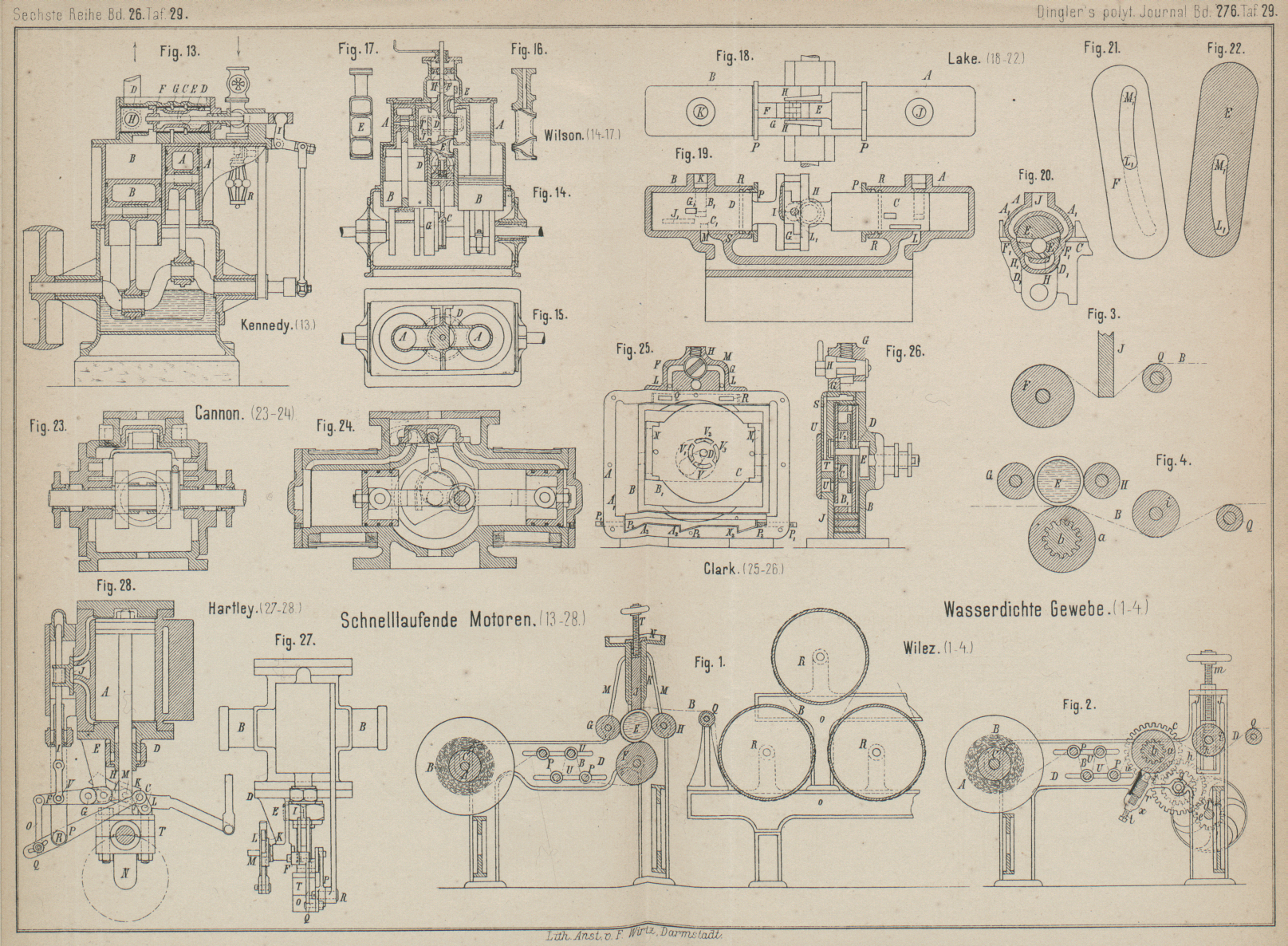
Zur Ausführung dieses von Thomas Ferneley Wiley in
Ramdon bei Leeds (England) angegebenen und durch das D. R. P. Kl. 8 Nr. 47889
geschützten Verfahrens dient die in der Fig. 1 Taf. 29
dargestellte Maschine, von der die Fig. 2 bis 4 Modifikationen
zeigen.
Das zu appretirende Gewebe kommt von der in Lagern C des
Seitengestelles D montirten Walze A und geht durch die in Schlitzlagern U untergebrachten Spannwalzen P nach dem hohlen mit Wasser gefüllten, vorzugsweise ohne Welle
hergestellten Gummicylinder E, welcher zwischen den
Führungsrollen F, G, H gehalten wird (Fig. 1). Ueber dem
Gummicylinder E wird das in Plattenform hergestellte
wasserdichte Material in dem Halter K derart gehalten,
daſs seine untere Kante auf dem Cylinder E, also dem
Gewebe B aufruht. Der Halter K ist auf beiden Seiten mit Vorsprüngen versehen, welche zur Führung in
Schlitzen des Rahmens D gleiten. Das Gewicht des
Halters drückt die Platte J gegen das Gewebe. Dieser
Druck kann erhöht werden, indem Gewichte auf die oben auf dem Halter K angebrachte Platte N
gelegt werden.
Die durch die Abnutzung der Appreturmasse sich erforderlich machende Nachstellung der Platte
J im Halter K wird
durch die Schraube T bewirkt. Die Platte J wird etwas länger als die Breite des Gewebes gemacht,
um kleine seitliche Abweichungen des letzteren zu erlauben und da die Enden der
Platte nicht derselben Reibung ausgesetzt sind, wie die Theile derselben, welche
fortwährend mit dem Gewebe in Berührung sind, werden die Enden abgeschrägt, so daſs
sie sich leichter abnutzen können.
Da der Cylinder E hohl und mit Wasser gefüllt ist, ist
derselbe auſserordentlich elastisch und in Folge dessen wohl geeignet, das Gewebe
gleichmäſsig gegen die vielleicht unregelmäſsig abgenutzte Platte J zu drücken. Derselbe ist auch sehr geeignet, Falten
glatt zu legen und das Gewebe gerade zu führen.
Nachdem das Gewebe, dessen Ende an einem endlosen Tuch befestigt ist, das
Appreturmittel erhalten hat, kommt es in die Cylindertrockenmaschine O, woselbst das Appreturmittel flüssig gemacht wird und
in den Stoff eindringt.
In der in Fig.
3 dargestellten Ausführungsform ist der Cylinder E weggelassen und die Platte J ruht auf einem
geeigneten Punkte zwischen den Cylindern F und Q auf dem Gewebe. In diesem Falle wird die Menge des
abzusetzenden Materials durch das Gewicht der Platte J
und die Spannung des Gewebes bedingt.
In Fig. 2 ist
ein aus wasserabstoſsendem Material hergestellter Cylinder a anstatt der Platte J angewendet. Dieser
Cylinder ist um einen gerippten oder anderweit geformten Kern b so herumgegossen, daſs derselbe sich mit letzterem
dreht. Der Cylinder wird durch das auf dem Kern b
befestigte Zahnrad c gedreht, welch letzteres durch das
Doppelrad g h mit dem auf der Triebwelle sitzenden
Zahnrad d verbunden ist. Die Räder g h sind auswechselbar, so daſs durch die Gröſse
derselben die Umdrehungsgeschwindigkeit des Cylinders a
regulirt werden kann. Der Cylinder i ist mittels der
Schrauben m stellbar, welch letztere mit den in
Coulissen j des Gestells D
geführten Achslagern k verbunden ist.
Auch in diesem Falle ist eine Cylindertrockenmaschine angewendet, um die
Appreturmasse in den Grundstoff einzutreiben. Der letztere läuft also von der Rolle
A über und unter die Stangen P, über den Cylinder a,
unter die Rolle i, und über die Rolle Q nach der Trockenmaschine. Die Spannung des Gewebes
und die Umdrehungsgeschwindigkeit des Cylinders a im
Verhältniſs zur Bewegung des Gewebes bedingen die Reibung des letzteren gegen das
wasserabstoſsende Material und somit die Menge des abzustoſsenden
Appreturmittels.
Der Cylinder a ist vorzugsweise länger als die Breite
des Gewebes, und um die Enden gleichmäſsig mit den übrigen Theilen des Cylinders
abzunutzen, wird eine Schabeklinge angebracht, welche gegen den Cylinder anliegt und
alle hervorstehenden Theile abschabt. Die Klinge uist an der Stange r befestigt, welch letztere mittels der Sehrauben t in den an dem Gestell angebrachten Führungen x verstellbar ist.
Die in Fig. 4
wiedergegebene Ausführungsform ist ähnlich der eben beschriebenen, nur erhöht hier
noch der hohle, mit Wasser gefüllte Cylinder E zwischen
den seitlichen Rollen G H die Reibung.
Tafeln