| Titel: | Neues Stereotypen-Giessinstrument. |
| Autor: | K. |
| Fundstelle: | Band 271, Jahrgang 1889, S. 385 |
| Download: | XML |
Neues Stereotypen-Gieſsinstrument.
Mit Abbildungen auf Tafel
19.
Neues Stereotypen-Gieſsinstrument.
Für das Gieſsen schrifthoher Stereotypplatten mit Hohlfuſsleisten ist von der
bekannten Firma Schelter und Giesecke in Leipzig eine
Vervollkommnung des gewöhnlichen Stereotypen-Gieſsinstrumentes getroffen worden (*
D. R. P. Nr. 45924 vom 19. Mai 1888), wodurch Stereotypplatten jeden Formates bis
zur Guſsformbreite rasch und leicht gegossen werden können.
Bisher benutzt man beim Gieſsen schrifthoher Stereotypen bestimmten Formates zur
Verminderung des Gewichtes und Ersparung von Schriftmetall allgemein der Gröſse des
zu gieſsenden Formates entsprechende Hohlfuſsguſsformen mit diagonal angegossenen,
rippenförmigen Leisten, die, in das Gieſsinstrument zwischen die Papiermatrize oder
die galvanisch hergestellte Kupferhaut und die Grundplatte des Gieſsinstrumentes
gelegt, der Form der Leisten entsprechende Aussparungen in der unteren Seite der
gegossenen Stereotypen u.s.w. bilden.
Handelt es sich jedoch um das Gieſsen von mit solchen Aussparungen (Hohlfüſsen)
versehenen Stereotypplatten beliebigen Formates, so bedient man sich loser
Hohlfuſsleisten verschiedener Anzahl und Breite, welche – jede besonders – an die
Deckplatte des Gieſsinstrumentes anzuschrauben sind. Je nach der Gröſse des zu
gieſsenden Formates müssen also mehr oder weniger entsprechende Leisten gewählt
werden. In beiden Fällen ist zur Erzeugung der gewünschten Plattenstärke ein
schrifthoher sogen. Gieſswinkel anzuwenden.
Diesem jetzigen Verfahren aber haften eine Reihe Unbequemlichkeiten an, indem
einerseits durch die gröſse Anzahl der Löcher für die Befestigungsschrauben, welche
für die zum Gusse von Stereotypplatten verschiedenen Formates bestimmten
Hohlfuſsleisten erforderlich sind, die Deckplatte des Gieſsinstrumentes geschwächt
wird, welche Löcher andererseits wieder, z.B. beim Gieſsen nicht schrifthoher
Platten, sehr hinderlich sind und stets erst besonders verschlossen werden müssen.
Das ganze Arbeiten mit einzelnen Hohlfuſsleisten ist namentlich auch dann
umständlich und zeitraubend, wenn schnell hinter einander Platten ganz verschiedenen
Formates mit Hohlfüſsen zu gieſsen sind. Andererseits ist es nicht durchführbar, für
jedes der gewünschten verschiedensten Stereotypplattenformate eine besondere
Hohlfuſsguſsform zu besitzen.
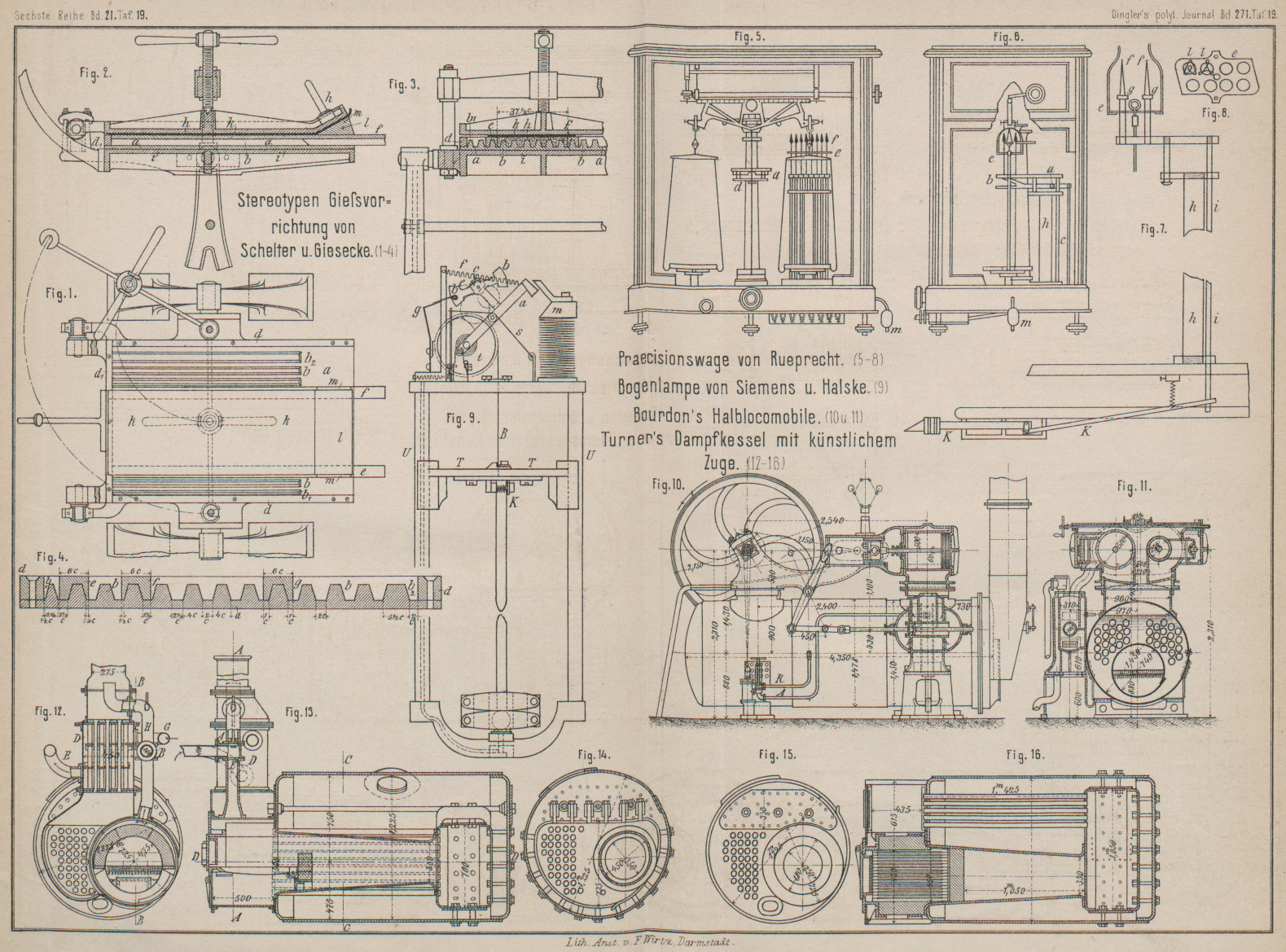
Diese Nachtheile veranlaſsten die Firma Schelter und
Giesecke zur Construction der in Fig. 1 bis 4 Taf. 19 dargestellten
Hohlfuſsguſsform, welche die Erzeugung von Stereotypplatten jeden Formates
gestattet. Diese vom Gieſsinstrumente unabhängige Form wird beim Gieſsen einfach,
zwischen Deck- und Grundplatte des Instrumentes eingelegt, schlieſst die Benutzung
eines besonderen Gieſswinkels aus und läſst sich rasch auf jede gewünschte Dimension
einstellen.
Fig. 4 gibt
die aus einer Grundplatte a mit Seiten- und Querleisten
dd1 nebst dreier
Einlegeschienen efg bestehende Hohlfuſsguſsform für
sich, während Fig.
1 bis 3 die Benutzung im Gieſsinstrumente zeigen.
Auf der eisernen, gehobelten Platte a befinden sich
mehrere – in vorliegendem Falle 13 – aufgegossene, nach oben sich verjüngende Rippen
b, deren äuſserste b1 und b2 an der Basis 2½ bezieh. 5½ Cicero breit sind (das
typographische Maſs: Cicero = 4mm,5), während die
übrigen sämmtlich eine Breite von 4 Cicero besitzen. Die Rippen sind je 2 Cicero an
der Basis von einander entfernt, mit Ausnahme der sechsten, welche ein Zwischenraum
von 2½ Cicero von der fünften Rippe trennt. Die Höhe der Rippen entspricht der
beabsichtigten Tiefe der Aussparungen an den zu gieſsenden Platten.
Zu beiden Längsseiten dieser Hohlfuſsguſsform sind die schrifthohen (23mm,5) Leisten d von
rechteckigem Querschnitte angeschraubt, die von den nächst gelegenen Rippen ½
bezieh. 2 Cicero entfernt sind. Auſserdem wird die untere Querseite der
Hohlfuſsguſsform durch die Leiste d1 abgeschlossen (Fig. 1).
Zu dieser Platte a gehören nun die drei, genau auf die
Rippen passenden abnehmbaren Schienen e, f und g von Schrifthöhe, von denen die beiden ersteren mit
unsymmetrisch durchhobelten Längsnuthen versehen sind, während die letztere eine
symmetrische Nuth besitzt. Diese symmetrische Schiene g
hat an der unteren Seite 1 Cicero starke Wandungen (vgl. Fig. 4), während die
Stärke der letzteren bei den unsymmetrischen Schienen e
und f auf einer Seite ½, auf der anderen 1½ Cicero
beträgt, die Gesammtbreite aller drei Schienen ist die gleiche, 6 Cicero.
Mittels dieser drei Schienen e, f und g, welche die Stelle des Gieſswinkels vertreten, läſst
sich nun die Form auf jedes Format von 3½ Cicero bis zur Guſsformbreite in
Abstufungen von ½ zu ½ Cicero einstellen. Je nachdem man die symmetrische oder eine
der unsymmetrischen Schienen, mit ihrer schmalen oder breiten Wandung nach der
Längsseite der Hohlguſsform gerichtet, auf die zweite oder vorletzte Rippe legt,
ergeben sich die Breiten von 3½, 4, 4½, 5, 5½, 6, 6½, 7, 8, 8½ und 9 Cicero. Zur
Erzielung einer 7½ Cicero breiten Stereotypplatte muſs man sich der zwei
unsymmetrischen Schienen und des oben erwähnten breiteren Zwischenraumes zwischen
der fünften und sechsten Rippe bedienen, ebenso für 13½, 29 Cicero u.s.w. Durch
Ueberdeckung der auf die zweite bezieh. vorletzte Rippe folgenden durch die Schienen
und je nach Verwendung einer oder zweier Schienen lassen sich dann weiter die
Breiten 9½ bis 10½ und 14 bis 16 Cicero herstellen; 11 bis 13 Cicero ergeben sich
durch die verschiedene Lagerung zweier Schienen auf den mittleren Rippen, und so
fort unter Benutzung immer weiterer Rippen bis zur Breite der Guſsform. In Fig. 3
ist z.B. eine Breite von
37½ Cicero für die zu gieſsende Stereotypplatte eingestellt.
Die Lage dieser Hohlguſsform im Gieſsinstrumente lassen die Fig. 1 bis 3 leicht erkennen, und
zwar zeigt Fig.
1 das letztere mit abgenommenem Deckel, während in Fig. 2 und 3 das Instrument
geschlossen ist. Zwischen dem Deckel h und der
Grundplatte i liegt die Hohlguſsform a, und auf deren Schienen bezieh. Leisten dd1 die abzugieſsende
Matrize k, welche an der Einguſsöffnung l des Instrumentes durch die gleichzeitig die letztere
nach den Seiten hin abschlieſsenden Keile m gehalten
wird. Das übrige Arbeiten mit dem Gieſsinstrumente ist das übliche und darf als
bekannt vorausgesetzt werden.
K.
Tafeln