| Titel: | Craven's Krummzapfen-Drehbank. |
| Fundstelle: | Band 263, Jahrgang 1887, S. 319 |
| Download: | XML |
Craven's Krummzapfen-Drehbank.
Mit Abbildung auf Tafel
19.
Craven's Krummzapfen-Drehbank.
Das Abdrehen der Krummzapfen der Kurbelwellen groſser Schiffsmaschinen auf der
Drehbank verursacht Schwierigkeiten, da die nothwendigen Ausgleichungsgewichte die
ohnedem bedeutende Belastung der Drehbank verstärken, wodurch der Gang unruhig und
die Zugänglichkeit der Arbeitsstelle durch die einseitig sich drehenden bedeutenden
Massen behindert wird. Wenn man die schweren Kurbelwellen von 20 bis 30t Gewicht dagegen festlegt und eine leichtere
Vorrichtung mit gleichmäſsig vertheilter Masse in Bewegung versetzt, so ist ein
Vortheil jedenfalls damit erreicht.
Gebrüder Craven in Manchester haben nach dem Engineer, 1886 Bd. 62 * S. 458 für die Mersey Forge in Liverpool eine solche Drehbank
geliefert, auf welcher die Krummzapfen festgelegter Schiffskurbelwellen mit um
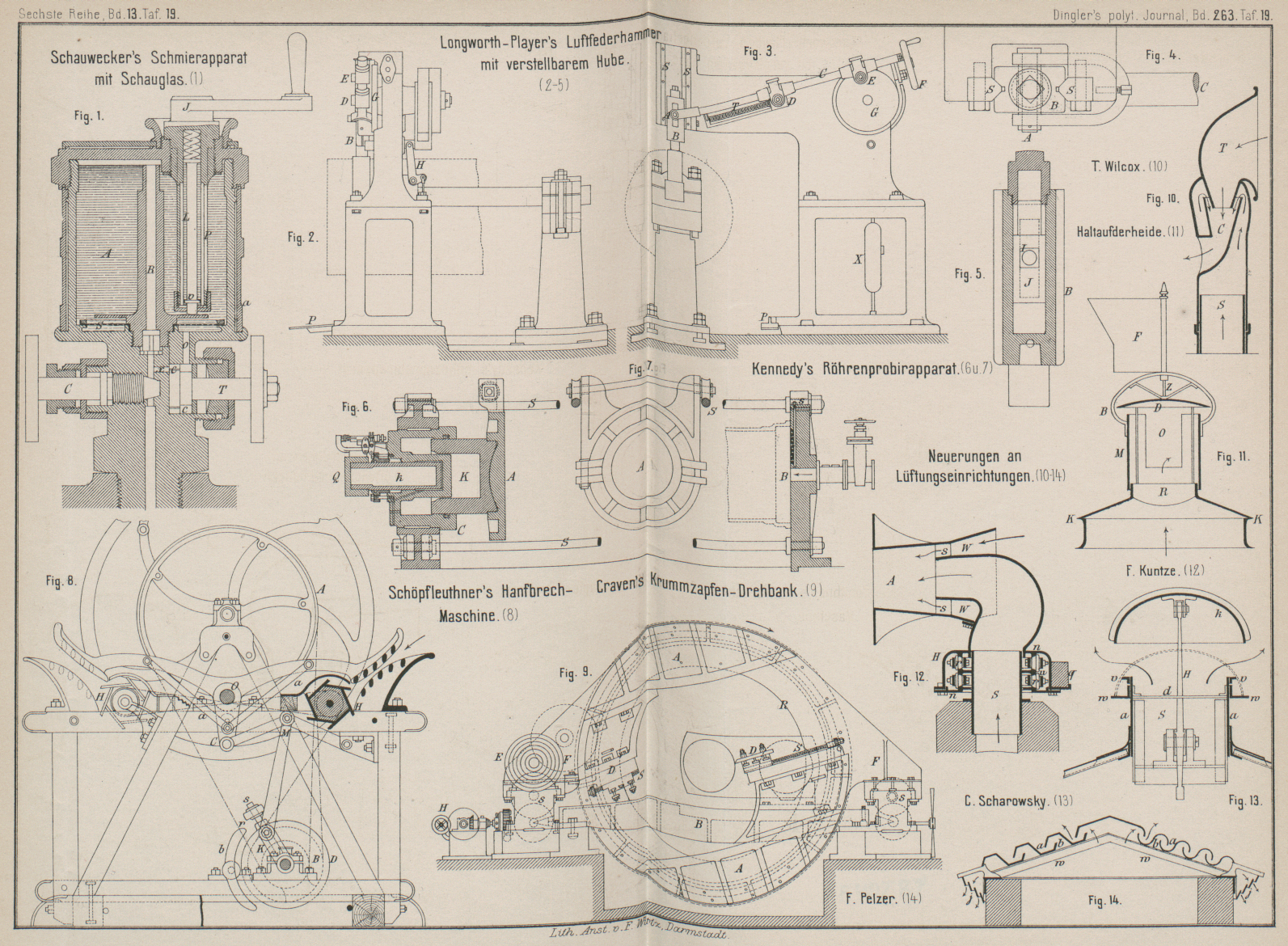
dieselbe kreisendem Werkzeuge bearbeitet werden. Fig. 9 Taf. 19
veranschaulicht die Anordnung dieser Maschine. Ueber zwei parallele selbstständige Bettungen sind
Querbalken B gelegt, auf welchen die Kurbelachse in
Unterstützungen wagerecht derart aufgespannt wird, daſs immer je ein Kurbelzapfen in
die Achsrichtung der Drehbank fällt. Dieser Kurbelzapfen wird von einem
ringförmigen, möglichst schmalen, aber in radialer Richtung breiten Rahmen R centrisch umschlossen, dessen Füſse F auf parallelen Wangen der beiderseitigen Bettungen
aufruhen, so daſs sich das Ganze in der Achsrichtung der Maschine verstellen läſst.
An diesen Rahmen legt sich ein Drehring mit äuſserem Zahnkranze, welcher nach innen
zu zwei kreisabschnittförmige Ansätze A für die
Stahlhalter D besitzt, die so schmal sind, daſs sie in
der Kröpfung der Kurbel durchgehen. Durch die freibleibende Oeffnung dieses
Drehringes, welcher im inneren Durchmesser 2736mm
miſst, wird die Kurbelwelle geschoben.
Während zum Plandrehen der inneren Schenkelflächen die Stahlhalter durch
Schraubenspindeln S radial angestellt und verschoben
werden, wird zum Abdrehen der Zapfenfläche diese ganze Vorrichtung mit dem Drehringe
längs der Wangen verstellt. Dieser Vorschub erfolgt durch einen eigenen
Riemenantrieb bei H durch Vermittelung einer Querwelle
auf beide Schraubenspindeln s der parallelen
Führungswangen gleichzeitig. Die Hauptdrehbewegung ist selbstständig von einer
vielstufigen Riemenscheibe E auf den Zahnkranz des
groſsen Drehringes mit eingeschalteten Rädervorgelegen abgeleitet. Bei einer
Spanbreite von 38mm werden mit zwei Stählen vom
grob vorgeschmiedeten Zapfen bei einmaligem Vorgange 150mm Material vom Durchmesser abgenommen. Die beiden Stahlhalter sind
verschieden lang: der Hub und Zapfendurchmesser der Kurbelwellen kann innerhalb
gewisser Grenzen ein verschiedener sein. Die in Fig. 9 dargestellte
Maschine ist für Zapfen von 675mm Durchmesser und
900mm Hub bestimmt.
Tafeln