| Titel: | H. R. Jones' Herstellung blasenfreier Gussblöcke. |
| Autor: | –r. |
| Fundstelle: | Band 234, Jahrgang 1879, S. 457 |
| Download: | XML |
H. R. Jones' Herstellung blasenfreier Guſsblöcke.
Mit Abbildungen auf Tafel 38.
H. R. Jones' Herstellung blasenfreier Guſsblöcke.
Aehnlich wie in der aus dem Puddelofen kommenden Luppe eine Gasentwickelung
beobachtet wird, welche die erstarrende Hülle vielfach durchbricht und sich durch
das mit deutlich vernehmbarem Zischen verbundene Entweichen blaurother Flammen kund
gibt, so enthält auch jeder Fluſseisen- oder Fluſsstahlblock nach dem Guſse eine
Menge luftartiger Blasen als Producte seiner Erzeugung durch seine Masse vertheilt,
welche während des Erkaltens in die höchst gelegenen Theile des Stahles steigen und
diese durch und durch porös machen.
Wenn solche Blöcke ohne weiteres ausgewalzt und zu Fertigfabrikat verarbeitet werden,
so entsteht naturgemäſs ein erheblicher Theil Ausschuſswaare. Um diesem Uebelstande
zu begegnen, hat man schon seit Jahren die Methode eingeführt, die Stahlblöcke nach
dem Guſse einem hohen Drucke auszusetzen, um die Gasblasen zu verdrängen, und
benutzt zu diesem Zwecke vorzüglich die hydraulische Presse (vgl. *1877 225 423). Das hierbei stattfindende Verfahren ist
indessen umständlich, kostspielig und entspricht seinem Zwecke auch nur
theilweise.
H. R. Jones, Ingenieur der Stahlwerke von Edgar Thompson bei Pittsburg,
ersetzt neuerdings die hydraulische Presse durch Wasserdampf, welchen er auf das
Kopfende des noch flüssigen Stahlblockes wirken läſst. Dieser befindet sich in der
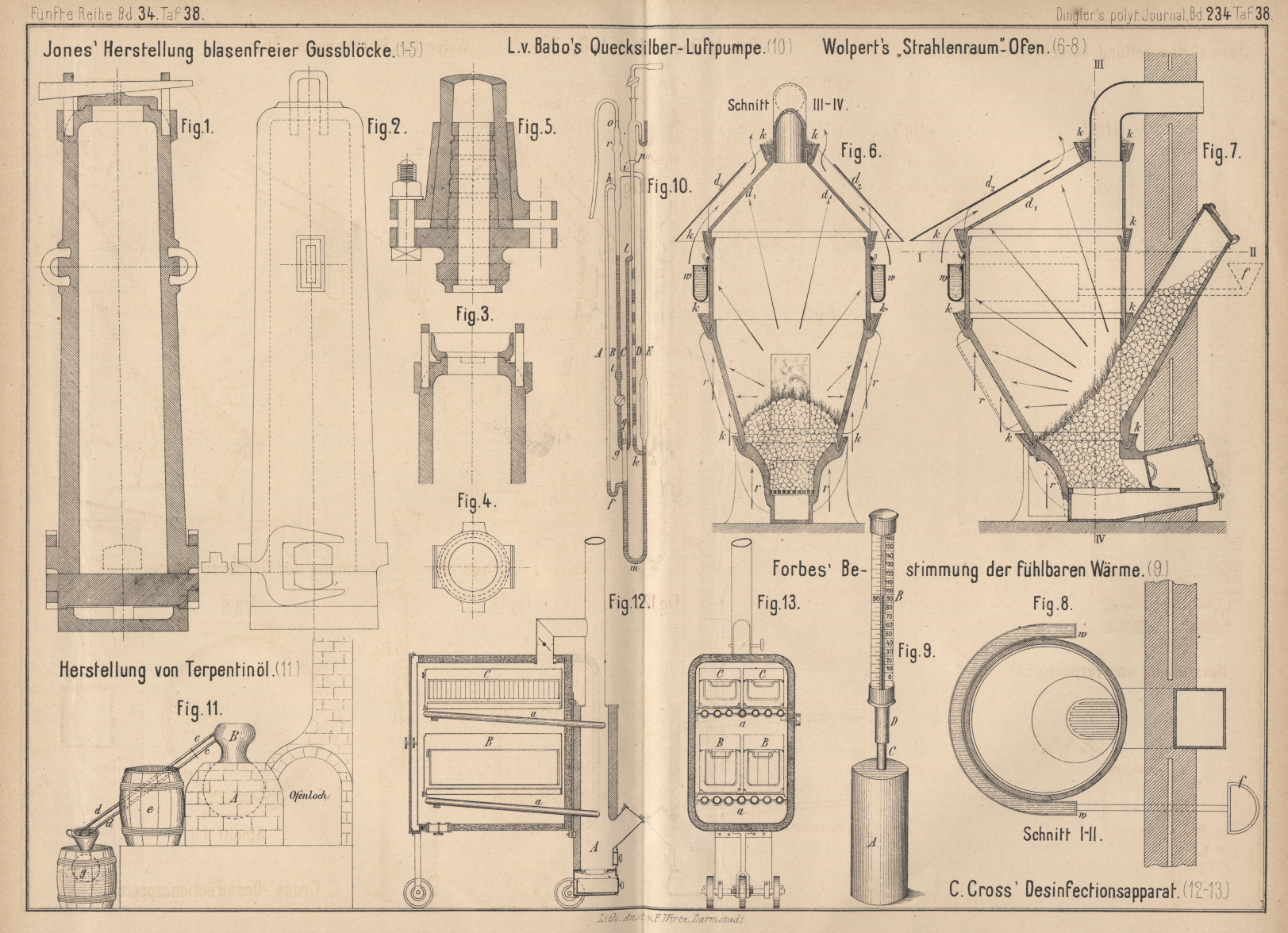
gewöhnlichen auf solider Unterlage stehenden Form (Fig. 1 und
2 Taf. 38), welche während des Gieſsens als Aufsatz den Fülltrichter
(Fig. 3 und 4) trägt,
unmittelbar darauf aber mit Deckel und Keil auf der abgedrehten Flansche luftdicht
verschlossen wird. In dem Deckel befindet sich ein schmiedeiserner Rohrstutzen mit
Schraubenkupplung zur Befestigung einer 250mm
weiten und auf 35k für 1qc gepreſsten Kautschukröhre (Fig. 5),
welche mit einem Dampfsammler verbunden werden kann. Am unteren Ende ist die Form
Oberfläche der Hauptsache nach glatt und enthält nur 8 kleine Querrinnen von 16mm Breite und 1mm,5 Höhe, welche das Entweichen der Gase gestatten. Ein Kessel von 750mm Durchmesser und 6m Länge, welcher auf einen Ueberdruck von 17k auf 1qc geprüft ist, liefert den zum
Pressen der Stahlblöcke erforderlichen Dampf in einen an der Seite des Gieſskrahnes
befestigten Behälter. Der Krahn selbst ist um den Mittelpunkt eines von den
Guſsformen gebildeten Kreises drehbar und sein Dampfbehälter kann durch die oben
erwähnte Kautschukröhre mit jeder einzelnen Form in Verbindung gebracht werden. So
wird bewirkt, daſs auf das obere Ende der noch flüssigen Guſsstahlblöcke ein
Dampfdruck entsteht, welcher sämmtliche Gasblasen nach unten und durch die 8
Horizontalrinnen ins Freie treibt. Für gewöhnlichen Schienenstahl genügen 7k, für sehr weichen Stahl sind 11k Druck auf 1qc
erforderlich.
Die auf obige Weise behandelten Blöcke sind nach Entfernung der Gase etwa 38 bis
50mm kürzer als vorher, und hat das Verfahren
auf den E. Thompson'schen Stahlwerken i. J. 1878 eine
Ersparniſs von 2,6 Proc. im Vergleich mit der alten Fabrikation herbeigeführt.
Dasselbe ist auf den Werken von Bolkow, Vaughan und
Comp. in Middlesbrough schon seit längerer Zeit mit dem besten Erfolge
üblich. Seine Einfachheit gestattet, selbst ungeschulte Arbeiter mit der Ausführung
zu betrauen, und in Folge der durch die Einwirkung des Wasserdampfes schnelleren
Erkaltung der Stahlblöcke können dieselben 10 Minuten früher als gewöhnlich in den
Schweiſsofen gebracht werden, was eine vermehrte Productionsfähigkeit erzeugt.
Schlieſslich sei bemerkt, daſs i. J. 1879 jede Form 95 Güsse entsprechend einer
Stahlmasse von 112t widerstanden hat.
–r.
Tafeln