| Titel: | Taylor's Maschine zum Beizen der Eisenbleche vor dem Verzinnen. |
| Fundstelle: | Band 225, Jahrgang 1877, S. 420 |
| Download: | XML |
Taylor's Maschine zum Beizen der Eisenbleche vor dem
Verzinnen.
Mit Abbildungen auf Taf.
VI [d/1].
Taylor's Maschine zum Beizen der Eisenbleche vor dem
Verzinnen.
Bevor die Eisenbleche verzinnt werden, ist es nothwendig, ihre Oberfläche von der
Oxydschichte und allen andern Unreinigkeiten zu befreien. Zu diesem Zwecke werden
dieselben gewöhnlich in ein Bad verdünnter Schwefelsäure gebracht. Bei dem vor
Einführung der zu besprechenden Maschine gebräuchlichen Processe wurden Sägespäne
zwischen die einzelnen Blechplatten gebracht, ehe sie in das Bad gesenkt wurden. Die
Sägespäne hatten den Zweck, die Blechtafeln von einander entfernt zu halten und den
Zutritt der verdünnten Schwefelsäure zwischen dieselben zu gestatten. Die mit der
verdünnten Schwefelsäure gefüllten Badewannen, welche innen mit Bleiplatten
ausgeschlagen waren, hatten rechteckige Querschnittsform und mußten hinreichend tief
sein, um die Blechtafeln aufrecht stehend aufzunehmen. Die in die Wanne versenkte
Partie von Blechtafeln wurde vom Arbeiter mittels einer Zange gefaßt, so lange auf
und nieder bewegt, bis sie vollständig gereinigt war, wozu gewöhnlich 4 bis 8
Minuten, vom Zeitpunkte der Einbringung an gerechnet, erforderlich waren. Nach
Beendigung dieses Processes wurden die Platten aus der Wanne herausgehoben und den
Mädchen, Spülerinen genannt, eingehändigt, welche sie in Trögen in continuirlich
fließendem reinem Wasser abwaschen mußten. Bei diesem Spülprocesse mußte große
Sorgfalt darauf verwendet werden, daß die Sägespäne, welche ziemlich fest
anhafteten, vollständig weggeschwemmt wurden, da andernfalls nach dem Verzinnen
schwarze Flecken vorhanden waren, welche Angriffsstellen für die Oxydation darboten.
Dieser Beizproceß war nothwendiger Weise ungesund für die Arbeiter, welche
Schwefelsäuredämpfe einathmen mußten. Zur Beseitigung dieses Uebelstandes wurde von
Taylor und Comp. in Briton
Ferry (Glamorganshire, England) eine Maschine erfunden und zur Anwendung gebracht,
welche die genannten Vorrichtungen des Beizens und Spülens mit mechanischen Mitteln
besorgt und überdies die Kosten dieser Processe um ca. 50 Proc vermindert. Dieselbe
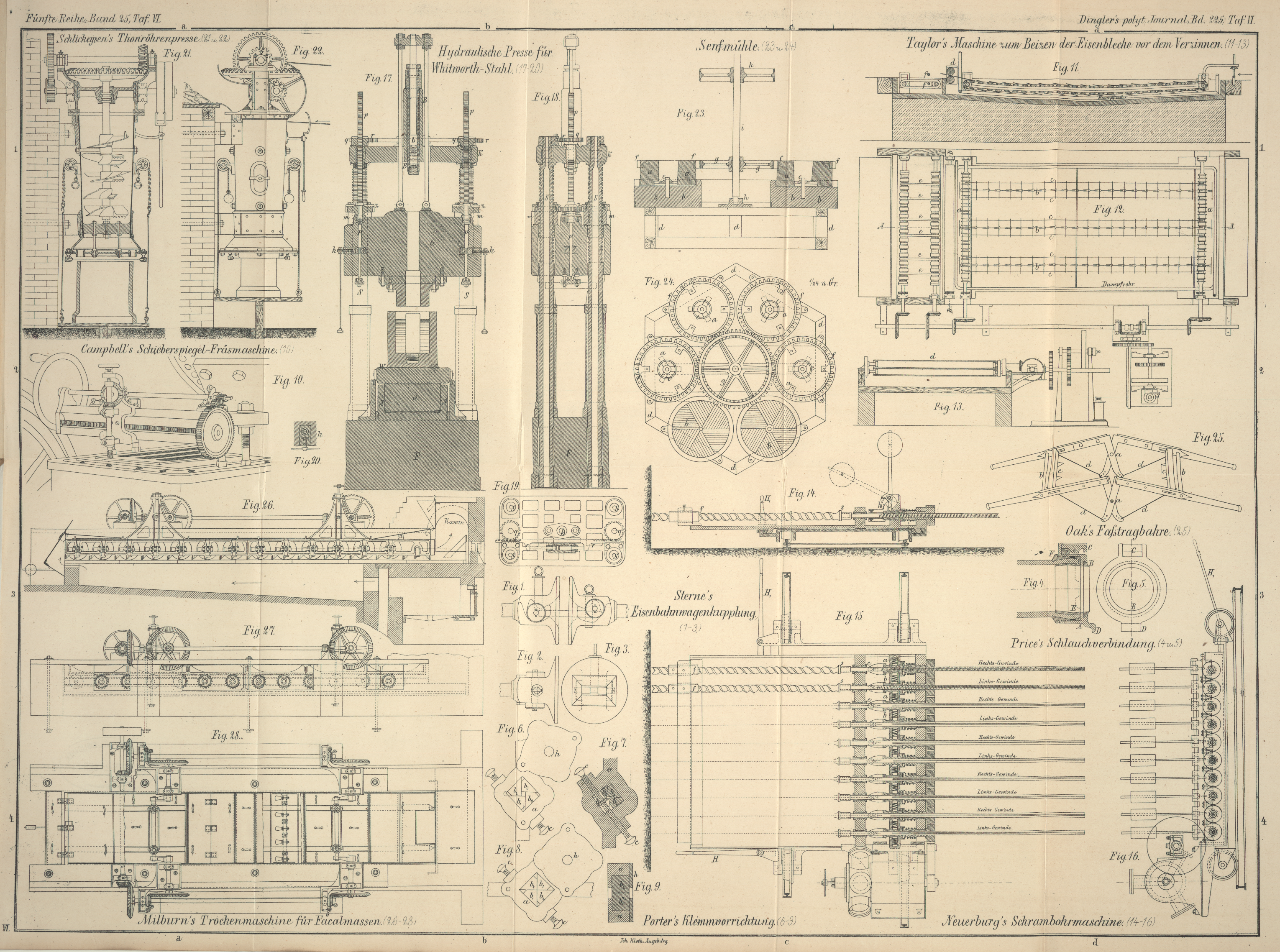
ist nach dem Engineer, April 1877 S. 268 in Figur 11 im
Durchschnitte nach der Linie AA, in Figur 12 im
Grundrisse und in Figur 13 im Querschnitte nach der Linie BB mit der Ansicht der Antriebsmaschine dargestellt. Die aus Holz
gefertigte, innen mit starken Bleiplatten ausgefütterte Wanne ist im Lichten 3740mm lang, 1730mm breit und hat an den Enden 200mm und in der Mitte 300mm Tiefe. An jedem Ende derselben ist eine durch
Schrägräder von der Antriebsmaschine in Umdrehung versetzte Metallwalze a gelagert. Ueber beide Walzen sind drei endlose
Metallketten b geschlungen, deren Glieder T-förmige Köpfe tragen. Werden nun von drei
Jungen, deren jeder eine Kette bedient, die Blechtafeln auf die Ketten aufgelegt, so
faßt jedes Kettenglied mit dem T-förmigen Kopfe
eine Platte, hält sie in ihrer Lage fest und zieht sie in einem Zeitraum von 2 bis 3
Minuten durch die Wanne, in welcher sich ebenfalls verdünnte Schwefelsäure als
Beizmittel befindet. Die Ketten gleiten auf Metallführungen c, welche sich in der Längenrichtung der Wanne befinden. Haben die Platten
die ganze Länge der Wanne durchschritten, so werden sie von einem Walzenpaare d gefaßt und über Kautschukbänder e geleitet, welche über ein Paar Holzwalzen geschlungen sind, die
ebenfalls von der Antriebsmaschine durch Schrägräder in Umdrehung versetzt werden.
Zwei Rohre f, deren eines oberhalb, das andere unterhalb
der Kautschukbänder angebracht ist, leiten beständig Wasserstrahlen auf beide Seiten
der Blechtafeln, während diese von den Kautschukbändern vorgeschoben werden.
Hierdurch wird die Spülung der Blechtafeln bewirkt, welche von hier durch drei
Mädchen in Empfang genommen und geprüft werden. Unvollständig von der Oxydschichte
befreite Tafeln werden nochmals durch die Wanne geleitet. Die hinreichend
gereinigten Bleche werden in luftdichten eisernen Büchsen eingeschlossen, durch 6
bis 8 Stunden einer intensiven Hitze ausgesetzt, um weich zu werden, und sodann
durch mehrere Paare glatter, polirter Walzen geleitet, welche sie spannen und ihnen
eine glatte glänzende Oberfläche verleihen. Die letztgenannte Operation wird mit dem
Namen „kaltes Walzen“ bezeichnet; bei derselben gewinnt das
Blech wieder an Härte und erfordert nochmaliges Glühen, worauf das
„Weißbeizen“ (im Gegensatze zu dem vorigen, dem
„Schwarzbeizen“ ) als letzter Proceß vor dem Verzinnen
folgt. Die Taylor'sche Maschine zum Weißbeizen weicht etwas von der vor
beschriebenen ab; sie ist etwas kleiner und hat andere Kettenanordnung. Uebrigens
werden bei derselben die Blechtafeln ebenfalls auf Ketten durch die Wanne geführt
und wie bei der Maschine zum Schwarzbeizen gespült. Das Weißbeizen, welches bei dem
gewöhnlich gebräuchlichen Verfahren mehrere Minuten in Anspruch nimmt, wird hier in
einer Minute vollführt, wobei zugleich ein besser aussehendes Product erhalten wird,
da die Oberflächen der Bleche bei so raschem Beizen nicht so sehr angegriffen werden
können, als dies bei längerer Dauer des Processes der Fall ist.
Die Maschine zum Schwarzbeizen wird durch eine verticale Dampfmaschine von 1e betrieben, und können auf derselben in 10
Arbeitsstunden 200 bis
250 Blechtafeln gebeizt werden. Solche Maschinen sind in Südwales vielseitig und mit
gutem Erfolge zur Anwendung gebracht worden.
J. P.
Tafeln