| Titel: | Ein System der vergleichenden mechanischen Technologie; von Professor W. F. Exner in Wien. |
| Fundstelle: | Band 215, Jahrgang 1875, S. 273 |
| Download: | XML |
Ein System der vergleichenden mechanischen
Technologie; von Professor W. F.
Exner in Wien.
Mit Abbildung auf Taf.
Vbis.
(Fortsetzung von S. 183 des vorhergehenden Heftes.)
Exner, über ein System der vergleichenden mechanischen
Technologie.
II. Die Gewerbs-Eigenschaften des Rohstoffes.
Die Farbe und der Glanz, die BearbeitungsfähigkeitDie Farbe der Bronze befähigt sie zum Kunstguß und zum Materiale für
Kunstwerke. Der Glanz und die Transparenz des Wachses, die Fähigkeit sich
färben zu lassen etc., ja sogar der Geruch desselben erwirbt ihm Freunde.
Das reine Blei läßt sich nicht mit der Feile bearbeiten. Die Späne legen
sich im Hieb der Feile fest; das Schriftgießermetall dagegen
(Blei-Antimon) läßt sich feilen, hobeln, schaben (in langen gerollten
Spänen) mäßig biegen; es ist feinkörnig und gleichmäßig. Die hohe Festigkeit
und Elasticität der Metalle gibt ihnen den Hauptplatz in den Gewerben,
welche auf der Gießerei beruhen. (ob ein Stoff mit der Feile, dem Meißel, dem Messer, dem Hobel, der Punze
etc. sich bearbeiten läßt), die Widerstandsfähigkeit der Stoffe gegen
Atmosphärilien, Säuren, Alkalien###Die durch den Einfluß der Atmosphärilien auf der Bronze erzeugte Patina
– ein grün-grauer Ueberzug von kohlensaurem Kupferoxydul
– gibt gerade diesem Rohstoffe für Monumente einen hohen Werth.Die Löslichkeit in Säuren und die Gesundheitsschädlichkeit der gelösten
Stoffe schließt die Bronze von den Koch
geschirren nahezu vollkommen aus.Die Brennbarkeit bestimmt die Wahl von Stearinsäure, Palmitinsäure, Wachs,
Paraffin und Unschlitt zum Gießen der Kerzen.Die Durchsichtigkeit und Widerstandsfähigkeit gegen Sauerstoff, Säuren, Basen
etc. bestimmt das Glas zum Gießen von Spiegelplatten, Trinkgefäßen
u.a.m. u.s.w. sind Eigenschaften, welche die Wahl des Rohstoffes für ein gewisses
Object des Gebrauches bestimmen.
Diese Eigenschaften, welche den Werth der Gußwaare in sehr hohem Grade bedingen und,
da der Rohstoff ja chemisch nicht verändert wird, durch das Gießereiverfahren
zumeist unbehelligt aus dem Rohstoff in das Product unverändert übergehen, haben auf
die dem Verfahren dienenden Hilfsmittel selten Einfluß. Diese Beziehungen bilden
einen Anhang zur Betrachtung der Hilfsmittel; sie geben einen Anhaltspunkt zur
Classification der
Producte und sind für die gewerbliche Praxis ausschlaggebend – für die
wissenschaftliche Technologie nebensächlich. Im Arbeitsbegriff sind sie das letzte
Moment, im Gewerbsbegriff ein erstes. Zu diesen Gewerbs-Eigenschaften gehört
bekanntlich auch der Preis.Das Gußeisen läuft der Bronze in hundert Fällen den Rang ab, nur in Folge
seiner Billigkeit, und umgekehrt das Silber, ein schlechtes Gußmaterial,
wird wieder statt viel besserer Gießrohstoffe des höheren Werthes wegen
gewählt, wenn man einen werthvollen Gegenstand, Schmuck, erzeugen will
u.s.w.
Uebersicht und Charakterisirung der
Gießstoffe.
Es folgt hier eine Uebersicht der Arbeits-Eigenschaften der wichtigsten
Gießstoffe, soweit sie bekannt sind. Die Tabelle (S. 275), welche gar keine
Columnen für c', T + t und W enthält, weil
hierfür fast keine Daten bekannt sind, hat mehr die Aufgabe, die
Lückenhaftigkeit des wissenschaftlichen Materiales zu zeigen, als direct zu
nützen.
Die Gewerbs-Eigenschaften der Rohstoffe sowohl als die
Arbeits-Eigenschaften treten für viele Zwecke nicht in jenen
Combinationen auf, die man wünschen würde. Man sucht dies durch die chemische
Verbindung oder Mengung der Stoffe zu erlangen. Die Metalle sind zu solchen
Vereinigungen (Legirungen), welche neue Eigenschaftsgruppirungen zeigen, sehr
geneigt, und wegen der Veränderungen der Arbeits-Eigenschaften müssen sie
hier noch eher besprochen werden, bevor das „Verfahren“ und
die „Hilfsmittel“ zur Erörterung kommen.
Es gibt keine bestimmten allgemein giltigen Regeln, nach denen die Eigenschaften
einer Legirung oder eines Amalgams aus den Eigenschaften der Stoffe, welche sie
bilden, hergeleitet werden können. Während z.B. die Legirungen von Blei und
Antimon in ihren Eigenschaften zwischen jenen des Bleies und jenen des Antimons
liegen – und zwar sich um so mehr dem Blei nähern, je mehr von letzterem
in der Legirung vorhanden ist und umgekehrt, wobei nur zu bemerken ist, daß das
Antimon mehr ausgibt (bei 4 Th. Blei und 1 Th. Antimon liegt die Legirung in der
Mitte zwischen den beiden Elementen) – so zeigen die Legirungen von
Kupfer und Zinn und von Kupfer und Zink völlig neue Eigenschaften.12 bis 15 Theile Blei und 1 Th. Antimon; ein weiches, dem Blei sehr
ähnliches Material, biegsam zu Platten ausgewalzt, als
Schiffsbeschläge.6 Th. Blei und 1 Th. Antimon ist schon viel härter, gibt
Schriftgießermetall für große Lettern.3 Th. Blei und 1 Th. Antimon zu den kleinsten Lettern; hart, spröde und
unbiegsam.9 Th. Kupfer und 1 Th. Zinn; Geschützbronze, die sich weder zu Platten
walzen noch zu Draht ziehen läßt.Bei einem weiteren Zusatze von dem weichen Zinn wird die Legirung härter
und
spröder. Bei einem Gehalt von 1/6 Zinn erreicht man das Maximum der im
Gebrauch für den Maschinenbau noch zulässigen Härte.2 Th. Kupfer und 1 Th. Zinn. Die Legirung läßt sich kaum mehr mit den
besten Stahlwerkzeugen bearbeiten, ist spröde wie Glas. (Spiegel der
Teleskope).2 Th. Kupfer und 1 Th. Zink. Zink, welches viel weniger streckbar und
dehnbar als das Zinn ist, gibt als Stellvertreter des Zinnes in der
Legirung ein weiches, dehn- und streckbares, leicht zu feilendes
Metall (Messing).
Trotz dieser Regellosigkeit, lassen sich einige ziemlich allgemein giltige
Mittheilungen machen.
Der Schmelzpunkt der Legirung ist in der Regel niedriger als das verhältnißmäßige
Mittel der Schmelzpunkte der Metalle, welche die Legirung bilden. Das Legiren
ist also ein die Schmelzbarkeit, soweit sie durch den Schmelzpunkt
charakterisirt wird, steigerndes Verfahren.
Die specifischen Gewichte der Legirungen lassen sich nicht nach Verhältniß der
Grundstoffe berechnen, und auch das Volumen ist nicht gleich der Summe der
Volumen der Bestandtheile, entweder größer oder kleiner.Beispiele für Schmelzpunkte. Blei 334°.
Zink 235°.Legirung von5 Th. Zink und1 Th. Blei 194°
„
„3
„ „ „1 „
„ 186°
„
„1
„ „ „1 „
„ 241°noch immer weniger als das Mittel der
Schmelzpunkte der beiden legirten Metalle.Das Rose'sche Metall: 8 Th. Wismuth
(270°), 8 Th. Blei (334°) und 3 Th. Zinn (235°)
schmilzt bei 95°.Die Legirung von 2 Th. Wismuth, 1 Th. Blei und 1 Th. Zinn hat den
Schmelzpunkt bei 93,75°.Das Newton'sche Metall: 8 Th. Wismuth, 5 Th.
Blei und 3 Th. Zinn schmilzt bei 94,5°.Von sämmtlichen Legirungen aus diesen drei Metallen, welche zum Messen
des Dampfdruckes dienen, erreicht der Schmelzpunkt der am schwersten
schmelzbaren Legirung aus 8 Th. Wismuth, 30 Th. Blei und 24 Th. Zinn
(entspr. 8 Atmosphären) erst 172°, welcher also noch immer
geringer ist als der Schmelzpunkt von Zinn.Nach den Arbeiten von B. Wood, Lipowitz und
Carl Ritter v. Hauer (Wochenschrift des nö.
Gewerbe-Vereines, 1865 S. 367) hat das Cadmium die Eigenschaft,
den Schmelzpunkt der eben besprochenen Legirungen noch weiter
herabzusetzen.Legirungen, deren specifisches Gewicht
geringer wird als jenes der legirten Metalle, sind: Kupfer und Blei
– Zinn und Blei – Zinn und Antimon; dagegen wird dasselbe
größer bei: Kupfer und Zinn – Kupfer und Zink – Blei und
Antimon.
Manche von den beachtenswerthen Gewerbs-Eigenschaften des Elementes geht
in die Legirung über, aber auch manche der Arbeits-Eigenschaften.
(Antimon im Schriftletternmetall.)
Mischungen von Rohstoffen – der Gewerbs-Eigenschaften wegen
– kommen auch bei nichtmetallischen Stoffen vor, z.B. Wachs und Talg,
Stearin- und Palmitinsäure bei der Kerzengießerei.
III. Das Verfahren.
1) Der Rohstoff wird in einem Apparate oder auch ohne einen solchen durch Wärmezufuhr
zum Schmelzen gebracht. (Schmelzapparat.)
Arbeits-Eigenschaften.
Textabbildung Bd. 215, S. 275
A bedeutet eine Vergrößerung des Volumens, also
eine Verminderung der Dichte, wenn der geschmolzene Stoff erstarrt, also
einen Vorzug, B das Gegentheil.
Rohstoff; Specifische Wärme des
starren Körpers c; Schmelzpunkt T° C.; Wärmeeinheiten bis zu T.;
Schmelzwärme W.; Gesammtwärme w.; Specifisches Gewicht;
Ausdehnungs-Coeffic. des starren Körpers von 0–100°
Erwärmung; Verhalten beim Erstarren; Gesammt-Schwindmaß; Zähigkeit des
geschmolzenen Rohstoffes; Verhalten der Materie bei rascher Wärmeentziehung beim
Erstarren; Anmerkung; Gußstahl; Gußeisen graues; Gußeisen weißes; Kupfer;
Silber; Gold; Zink; Zinn; Wismuth; Blei; Schwefel; Glas (bleifrei);
Stearinsäure; Wasser; dünnflüssig; wird hart; dickflüssig; veränd. sich;
flüssig; verändert sich; Das Natronglas (obwohl weniger weiß) ist dünnflüssiger,
kühlt schneller und gleichmäßiger aus als Potaschenglas. Diesem setzte man Kalk
zu, um es dünnflüssig zu machen
2) Der geschmolzene Rohstoff wird durch geeignete Mittel an jene Stelle gebracht, wo
er zu erstarren hat.
3) Bevor dies eintritt, wird der geschmolzene Rohstoff durch Erfüllen eines hohlen
Gefäßes (Form) oder durch Vertheilung über eine bestimmte Fläche in jene Lage
gebracht, in welcher er, erstarrend, die beabsichtigte Gestalt einnimmt.
4) Wird in einer Form gegossen, so ist die letzte Operation das Trennen der Form von
dem Gußstück. Wird eine Form nicht angewendet (Schrotgießen, Emailliren, Löthen), so
entfällt diese Operation.
IV. Passive Hilfsmittel.
1) Schmelzapparate. Die Schmelzapparate sind
Vorrichtungen, in denen durch Verbrennung Wärme erzeugt oder ein viele freie Wärme
enthaltender Stoff (Oel, Wasser, Dampf) eingebracht, dem starren Rohstoffe zugeführt
und dieser in die tropfbar flüssige Aggregatform umgewandelt, endlich
zweckentsprechend angesammelt werden kann. Nach der Menge des Rohstoffes, der auf
einmal geschmolzen werden soll, richtet sich die Größe, nach der Art des Rohstoffes
die Bauart des Schmelzapparates.
Man unterscheidet drei wesentlich von einander abweichende Einrichtungen des
Schmelzapparates. Entweder sind Schmelzraum und Feuerstelle vereinigt, daher der
Brennstoff und der zu schmelzende Rohstoff mit einander abwechselnd in demselben
Raume geschichtet, also in gegenseitiger unmittelbarer Berührung –
Schacht- oder Cupolofen – oder es communicirt die Feuerstelle mit dem
Schmelzraum, wenn auch jeder selbständig, so doch in der Art, daß die Flamme und die
Heißluft den im Schmelzraum ausgebreiteten Rohstoff direct bestreichen können
– Flammofen – oder endlich der Rohstoff befindet sich in einem
tiegel- oder kesselförmigen Raume, dessen Wand der Wärmequelle ausgesetzt ist
– Tiegel- und Kesselofen.
Die Einrichtung der Cupol-, Flamm-, Tiegel- und Kesselöfen wird
in der beschreibenden Technologie abgehandelt. Mit Rücksicht auf die vorangegangenen
Erörterungen erscheint jedoch die präciseste Beschreibung der Einrichtung als
mangelhaft, wenn nicht das Verhältniß der wirklich verbrauchten Wärmemenge zu dem
für die Schmelzung und weitere Erhitzung erforderlichen Bedarf an Wärmemenge (W) bei jeder Construction angegeben ist. (Effect.)
Zur richtigen Beurtheilung des Effectes eines Schmelzapparates ist ferner
unerläßlich: die Kenntniß von dem Verhältniß des eingebrachten starren Rohstoffes zu dem
gewonnenen geschmolzenen Rohstoffe oder der daraus hervorgehende Verlust (Abbrand); die Kenntniß des Kraftaufwandes für die Gebläse
bei den Cupolöfen; die Kenntniß von der Betriebsdauer, dem Kapitalaufwand, den
Reparaturkosten und der Amortisationsquote, d.h. kurz die Kosten des Schmelzens
einer Gewichtseinheit des Rohstoffes; endlich die Kenntniß von der Qualität oder
specifischen Eignung des aus dem Schmelzapparate gewonnenen Gießstoffes.
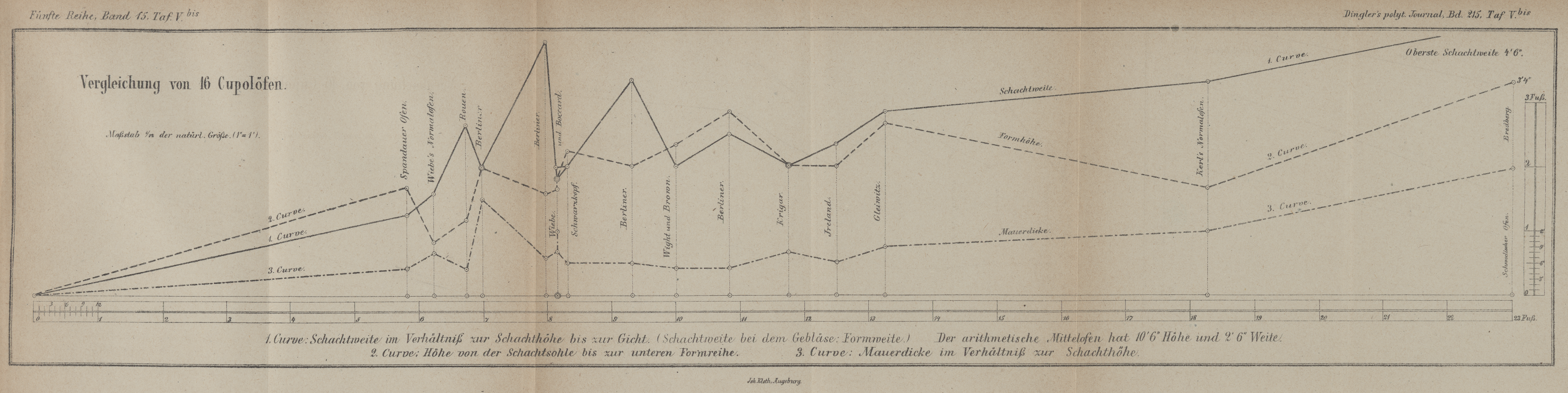
Statt der Angabe der Dimensionen in ihren Grenzwerthen, empfiehlt es sich, der
Präcision der zu vermittelnden Vorstellungen wegen, vielleicht mehr den Vorgang
einzuhalten, daß man die Dimensionen von wirklich ausgeführten, gut functionirenden
Apparaten nach einer Hauptdimension geordnet graphisch in eine Tabelle einträgt.
Diese Uebersicht sollte allerdings durch die oben angeführten Daten über den Effect
jeder Construction ergänzt werden.
Auf Tafel Vbis sind 16 ausgewählte Exemplare von Cupolöfen so
zusammengestellt, daß die Schachthöhen als Abscissen, die Schachtweiten, Formhöhen
und Mauerdicken als Ordinaten eingetragen sind.
Nach diesen einleitenden Bemerkungen, die allerdings nur die Richtung angeben, wie
die Materialien der speciellen Technologie zusammenzuordnen, eventuell zu ergänzen
wären, kann zum Vergleiche der Schmelzapparate untereinander übergegangen werden.
Die Grundzüge desselben werden allenfalls folgendermaßen lauten.
Die unmittelbare Berührung des glühenden Heizmateriales mit dem zuerst glühenden,
dann schmelzenden Rohstoffe läßt eine Aufnahme des ersteren durch den letzteren als
kaum vermeidlich erkennen. Der Brennstoff kann daher nur Holzkohle oder Coaks
– der Rohstoff nur Eisen sein. Um eine Verbrennung der Kohle oder Coaks
herbeizuführen, muß – da ein Zug, eine Luftcirculation, wie eine solche bei
gewöhnlichen Feuerstellen mit Rost und Esse besteht, hier mangelt – kalte
oder warme Gebläseluft durch die Formöffnungen in den Feuer-Schmelzraum
hineingetrieben werden. Es ist daher nicht vermeidlich, daß ein Luftstrom mit dem
schmelzenden Rohstoff zusammentrifft, – wieder ein Grund für die beschränkte
Verwendbarkeit des Schmelzapparates.
Die Größe des Cupolofens variirt bekanntlich von 12.000 Kilogrm. Eisen bis 2000
Kilogrm. herab, und selbst letztere bezeichnet noch nicht die unterste Grenze. Bei
noch kleineren Oefen wird auch das geschmolzene Eisen nicht wie sonst im untersten
Theile des Schachtes sondern in einem unter demselben liegenden gesonderten Kessel
gesammelt (Calebasse). Diese vornehmlich in Belgien gebräuchliche Einrichtung bildet
eine Näherung zu dem Kesselofen.Die zur Calebasserie dienenden Oefen werden wohl auch selbst Kessel-
oder Pfannenöfen genannt. Besser wäre es, sie Kessel-Schachtöfen zu
nennen.
Beim Flammofen ist die Aufnahme des Brennstoffes durch den Rohstoff ausgeschlossen.
Nur die Flamme, Rauch und Heißluft bestreichen den schmelzenden Rohstoff. Graues
Roheisen wird, wenn es nicht bedeckt ist, theilweise entkohlt. Der Flammofen ist für
alle Rohstoffe der Gießerei tauglich, welche nicht durch die directe Bestreichung
seitens der Flamme Schaden leiden. Das Maximum der Rohstoffmenge bei einer
Schmelzung ist allerdings um etwa ein Drittheil kleiner als beim Schachtofen, dafür
ist das Minimum des Rohstoffverlustes etwa dreimal so groß als beim Cupolofen, und
auch das Maximum des Abbrandes ist beim Flammofen höher als beim Schachtofen. Die
geschmolzene Masse, welche beim Flammofen nicht durch den Brennstoff sich seinen Weg
bahnen muß, sondern ruhig dem Sammelraume (Tiegel) zuläuft, ist weniger blasig,
„schaumig“ als jene beim Cupolofen. Wo ein sehr cohärenter
Guß erfordert wird (Glocken, Statuen), gibt der Flammofen von vornherein mehr
Aussicht auf volles Gelingen. Nur jene Schmelzapparate, bei denen Feuerraum und
Schmelzraum völlig von einander geschieden, die Tiegel- und Kesselöfen,
bieten vollkommene Gewähr gegen jede Verunreinigung und unbeabsichtigte Veränderung
des Rohstoffes.
Der Tiegelofen gibt Gelegenheit zu den vollkommensten Heizungsvorrichtungen und
höchsten Hitzegraden, sowie zu mäßigen und in engen Grenzen regulirten Temperaturen
(Generatoröfen, Wasserbad, Dampfbad); er gibt den weitesten Spielraum in der Wahl
des Brennstoffes und Schmelzstoffes. – Der Tiegelofen ist für die Mehrzahl
der Gießerei-Rohstoffe der einzig mögliche Schmelzapparat; er löst die
schwierigsten und subtilsten Aufgaben, – nur die Maximalgrenze der
Rohstoffmenge ist verhältnißmäßig niedrig.
Der interessanteste Bestandtheil des Tiegelofens ist der Tiegel selbst. Die
Erwägungen, welche der Wahl des Ofens für die Gießerei mit einem bestimmten Rohstoff
und für eine gewisse Art von Erzeugnissen vorangehen müssen, dieselben Erwägungen
müssen die Wahl der Art und Größe der Tiegel bestimmen. Während es überflüssig
erscheint, hier die Beschreibung der bekannten Einrichtungen von Tiegelöfen aus der
mechanischen und chemischen Technologie wiederzugeben, – der Tiegelöfen für
Gußstahl, Roheisen, Medaillen- und Kleinkunst, Bronze, Messing, Zink, Gold,
Silber, Neusilber, der Siemens'schen und anderen
Glas-Schmelzöfen, der Perrot'sche Gas-Oefen, der Sefström'schen Probiröfen etc. – um so mehr als
kritische Daten, welche einen Vergleich ermöglichen, fast gänzlich fehlen, so ist
dagegen eine Zusammenstellung der Tiegel und ihrer Bestimmung hier am Platze. Es
gibt vier Hauptarten von Schmelztiegeln: 1) die hessischen, 2) die passauer, 3) die
aus Thon, Chamotte und Coaks angefertigten und 4) die gußeisernen Tiegel. Die
Bereitungsweise ist bekannt.
Die unter 2 und 3 aufgezählten halten die größten Hitzgrade aus, sie dienen zum
Schmelzen von Gußstahl. Zu Gußeisen verwendet man 1 und 2; für Messing 1, 2 und 3;
für Kupfer 2 und 3; für Bronze 2; für Gold, Silber, überhaupt Münzzaine 2 und 4.
Vergleichende verläßliche Proben fehlen indessen auch hier.Die in den Journalen enthaltenen Angaben widersprechen sich häufig.
(Fortsetzung folgt.)
Ist der Schmelzraum ein dünnwandiges metallenes Gefäß, dessen Weite von der Höhe
nicht überwogen wird, so nennt man dieses Hilfsmittel Kessel; der Schmelzapparat ist
dann ein Kesselofen, wenn er seine eigene Feuerung besitzt. Auch da sind viele
Abstufungen und vollständige Reihen in Beziehung auf Vollkommenheit der Einrichtung
und Größe zu erkennen, je nach den Anforderungen und dem Standpunkte des
Gewerbebetriebes, der Empfindlichkeit und dem Preise des Rohstoffes. (Kesselofen für
die Schriftgießerei und Asphaltschmelze, Stearin-, Kerzenfabrikation und
Bleischrotgießerei etc.)
Das in Rede stehende passive Hilfsmittel kann nicht verlassen werden, ohne daß hier
noch eine Bemerkung angefügt würde. Es kommt vor, daß die Rohstoffe vor dem
Schmelzen schon in die Lage gebracht werden, welche sie während des Schmelzens
beibehalten und in der sie auch nach dem Erstarren zu verbleiben haben. Dies ist der
Fall beim Email, bei der Glasur, beim Löthen. In allen diesen Fällen werden die
Objecte, auf denen der Schmelz- und der Erstarrungsproceß – also das
Gießen – sich vollzieht, entweder in einen
Muffelofen oder über eine Feuerstelle gebracht. Es kann dabei also von einem eigenen
Schmelzapparat in dem bisherigen Sinne nicht die Rede sein.
Tafeln