| Titel: | Der rotirende Puddelofen von S. Danks. |
| Fundstelle: | Band 203, Jahrgang 1872, Nr. LXXII., S. 277 |
| Download: | XML |
LXXII.
Der rotirende Puddelofen von S. Danks.
Aus dem Berggeist, 1871 Nr. 104 und 1872 Nr.
10.
Mit Abbildungen auf Tab.
IV.
Ueber Danks' rotirenden Puddelofen.
Das Bestreben, beim Puddelproceß die Handarbeit nach und nach und in immer größerem
Maaße durch mechanische Hülfsmittel zu ersetzen, führte zunächst zur Construction
des mechanischen Puddlers, dann zu der Erfindung von beweglichen Oefen. Die neueste
derartige Construction ist die des Nordamerikaners Samuel Danks.
Beschreibung des Danks'schen rotirenden
Ofens.
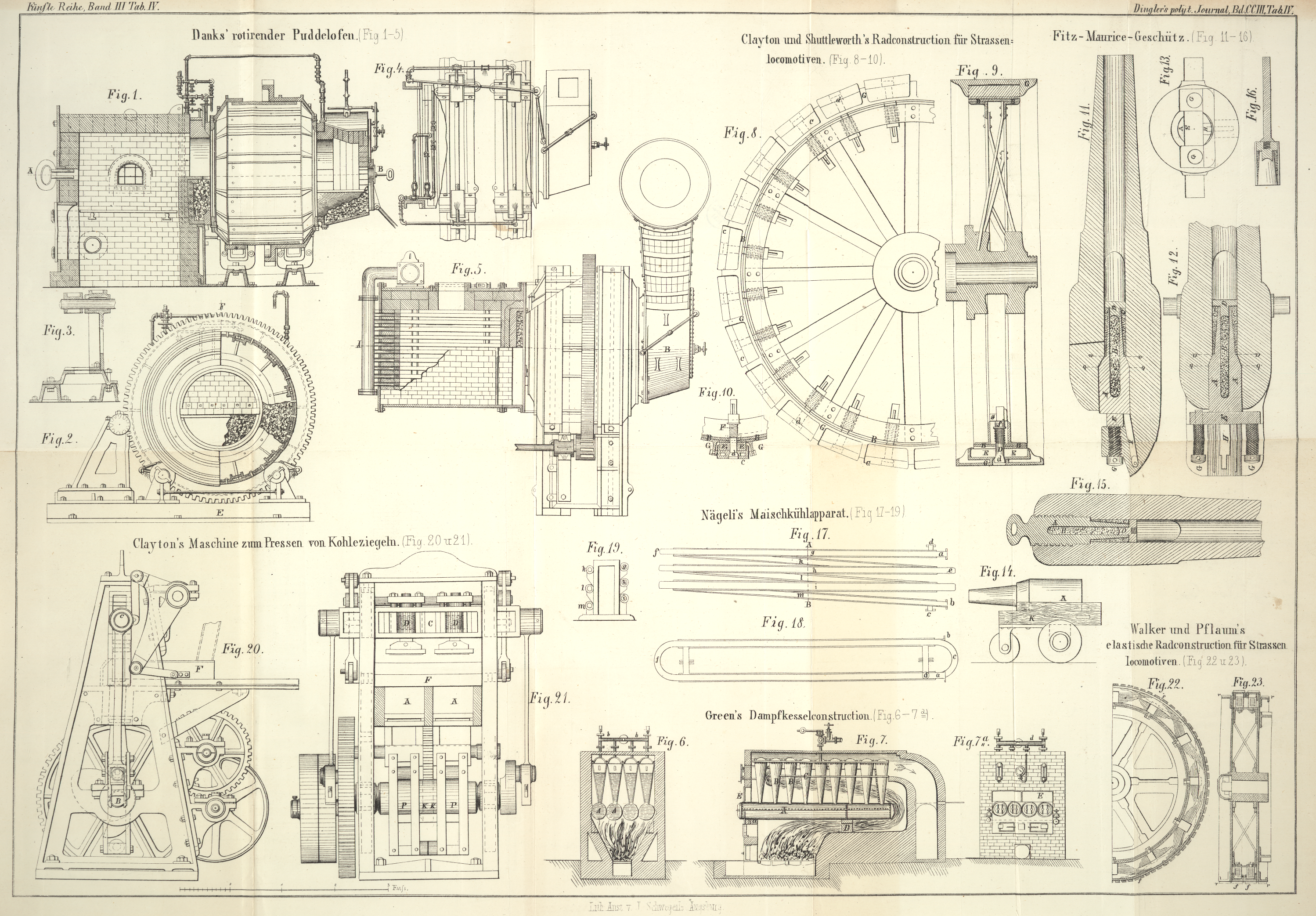
Dieser in den Figuren
1–5 dargestellte Ofen hat einen dem der gewöhnlichen Puddelöfen scheinbar
ähnlichen Rost, welcher sich aber doch in mancher
Beziehung unterscheidet. Zunächst ist zu erwähnen, daß der Apparat mit Unterwind
betrieben wird und daß außerdem noch über den Rost die erforderliche
Verbrennungsluft für die Gase, ebenfalls comprimirt, eingeführt wird. Der Zufluß der
letzterwähnten geschieht durch eine Reihe schwacher Düsen und kann von Außen her
durch eine Klappe regulirt werden, um den Verbrennungszustand der Gase in der Hand
zu haben.
Die Feuerbrücke wird durch eine mit Wasser gekühlte Platte
gestützt und ähnliche Kühlungen sollen auch in den übrigen Wänden des Feuerraumes
eingemauert seyn.
Die Anschlüsse des feststehenden Feuerraumes und des Drehherdes sind, wie Danks
angibt, aus Hartgußringen zur Vermeidung des Verschleißes
gemacht; der Drehherd selbst hat eine zweitheilige
Armatur, welche übereinander geschoben wird und im Inneren mit vorspringenden Ringen
und Rippen versehen ist, welche das Futter des Ofens festhalten sollen. Diese
Armatur trägt 2 Spuren für die Gleitrollen, auf denen der Apparat beweglich aufruht
und das Zahnrad, auf welches von einer kleinen oscillirenden Dampfmaschine die
Bewegung übertragen wird.
Während die eine Oeffnung des rotirenden Ofenherdes mit
der wassergekühlten Feuerbrücke zusammenstößt, dient die andere als Einsatz-
und als Arbeitsthur (d.h. zum Ausziehen der fertigen Luppen) und wird deßwegen mit
der Esse des Ganzen durch einen beweglichen Fuchs verbunden, der an einem
beweglichen Schlitten aufgehängt ist.
Eine kleine verschließbare Oeffnung in dem Fuchse B
gestattet die Beobachtung des Processes während Alles im Gang ist, und wird
ebenfalls mit Wasser gekühlt.
Wenn die Luppen fertig sind, schiebt man den Fuchs bei Seite und bringt die Gabel an
die bei der Rotation niederwärts sich bewegende Seite des Apparates, läßt denselben
eine Viertelsdrehung machen und rollt auf diese Weise die Luppen auf die Gabel
auf.
In Cincinnati hat man Luppen von 650–1000 Pfd. gepuddelt und selbst Chargen
von über 1400 Pfd., welche dann in einer Luppe beisammen blieben und hat im
Allgemeinen gefunden, daß, obwohl es mit Zuhülfenahme von Handarbeit leicht ist, die
Charge zu theilen, es vortheilhafter erscheint, kleine Chargen und diese zu je einer
Luppe zu verarbeiten.
Das Zängen der Luppe geschieht in einer Luppenquetsche.
Dieses sind die Hauptumrisse der constructiven Eigenthümlichkeit von dem Danks'schen Ofen und es kommt nun noch der wesentlichste
Punkt aller solcher beweglichen Apparate – das
Futter.
Es ist klar, daß die bisher vorgeschlagenen Rotationsöfen, z.B. der sonst in jeder
Beziehung vortreffliche von Menelaus construirte, nur aus
dem Grund keinen Erfolg hatten, weil ein haltbares Futter nicht zu finden war oder
weil es beim Drehen des Apparates leicht losbröckelt.
Danks versichert nun, daß seine Fütterungsmethode bessere
Resultate gäbe und verfährt folgendermaaßen. Er überzieht zunächst die Armatur mit
einem zähen Teig aus gepulvertem Eisenerz und feuerfestem Thon, dann gibt er etwa
den fünften Theil der noch nothwendigen Fütterung an gepulvertem Eisenerz hinzu,
heizt den Apparat und dreht ihn langsam um, bis das Eisenerz vollkommen geschmolzen
ist; in den Sumpf von Eisenerz wirft man nun verschieden große Stücke von Eisenerz,
welche 2–6 Zoll über das Bad heraussehen und läßt es erstarren. Dann
wiederholt man die Operation und bringt den Sumpf an einer anderen Stelle zum
Erstarren, und so fort, bis der ganze Ofen gleichmäßig gefüttert wurde.
Es werden 2–2 1/2 Tonnen Eisenerz gebraucht, um einen Ofen zu 700 Pfd. Charge
zu füttern.
Betrieb des Ofens. – Man füllt das Eisen entweder
flüssig ein oder gibt es in festem Zustande auf; im letzteren Falle dauert das
Schmelzen 30–35 Minuten bei theilweiser Drehung des Apparates. Sobald das
Roheisen flüssig ist, dreht man ein- auch zweimal in der Minute um und behält
diese Geschwindigkeit etwa 5–10 Minuten bei; während dieser Zeit spritzt man
einen feinen Wasserstrahl auf die niedergehende Wand des Ofens und verursacht so ein
Abspringen von Schlacken und Eisensinter, der in dem Bade zu Boden sinkt und
oxydirend wirkt. Nach 5–10 Minuten wird das Eisen dick und man bringt den
Apparat zum Stillstand. Eine Abstichöffnung (welche in der Zeichnung nicht
angedeutet ist) wird gerade über das Niveau des Eisens gebracht und nun die Hitze
gesteigert. Die Schlacke schmilzt und durch das Zurückschieben des teigig gewordenen
Metalles nach der Feuerbrücke zu gelingt es dem Puddler, den größten Theil der
Schlacke abzustechen. Dann wird die Hitze nochmals gesteigert und der Apparat mit
einer Geschwindigkeit von 6–8 Drehungen pro
Minute bewegt, um die Luppen zu machen; der Inhalt des Apparates, heftig hin-
und hergeschleudert, macht das letzte Stadium durch und das Eisen beginnt sich zu
ballen. Eine geringere Geschwindigkeit (2–3 Umwälzungen pro Minute) gestattet die Bildung der Luppe, welche nach
einiger Nachhülfe durch den Puddler ausgezogen und abgezängt werden kann.
Aus dem Futter des Ofens werden circa 50 Proc. Eisen
gezogen, und man erhält deßhalb bei der Charge keinen Abbrand, sondern eine Zunahme
von 10–15 Proc. Eisen. Das Erz muß aber ziemlich rein seyn, darf namentlich
nicht über 5 Proc. Silicium enthalten und muß einen ziemlichen Grad von
Strengflüssigkeit besitzen.
Bericht der englischen
Special-Commission über das Danks'sche Puddelverfahren.
S. Danks hatte auf der Generalversammlung des Iron and Steel Institute of Great Britain zu Dudley im August 1871 einen Vortrag über seinen
Maschinenofen gehalten und sich erboten, ihn durch eine Commission auf den
amerikanischen Hütten prüfen und darin Versuche mit englischem Roheisen anstellen zu lassen. In Folge davon wurden die HHrn.
J. A. Jones, G. J. Snelus und
J. Lester dahin committirt und nahmen dieselben 40 Tonnen
Roheisen von Dowlais, Coneygree, Butterley und Cleveland, sowie Material zum Füttern
des Ofens, bestehend aus Marabella-, spanischem, Lissaboner-,
Purpur-, Pottery- und Titan Eisenstein mit sich hinüber, um mit
denselben ihre Versuche auf den Cincinnati Railway
Ironworks auszuführen. Die Commission reiste Anfang October v. J. von Liverpool ab, verfaßte
ihren gemeinschaftlichen Bericht am 12. December in Washington und am 12. Januar d.
J. konnte er dem Puddlings Comité des Institute
vorgelegt werden, welches denselben kürzlich veröffentlicht hat.Im Engineering vom 26. Januar 1872, S. 53; ferner
im Engineer vom 26. Januar, 2. und 9. Februar,
S. 64, 78 und 102. Da die Ausführung der chemischen Untersuchung der vielen bei den Versuchen
genommenen Proben aber noch viel Zeit erfordert, so werden die Nachträge wohl erst
bis zur dießjährigen Generalversammlung des Iron and Steel
Institute, welche in London am 19. März stattfindet, zu liefern seyn.
Mit Hrn. Danks hat das Comité die Uebereinkunft
getroffen, daß die ihm zu entrichtende Abgabe nicht mehr als 2 Shilling englisch per Tonne
maschinengepuddeltes Eisen betragen soll.
Der Drehherd oder das Ei (des oben nach den beigegebenen
Zeichnungen beschriebenen Danks'schen rotirenden Ofens)
ist aus gußeisernen Segmenten zusammengesetzt, welche durch die beiden Endringe, mit
denen der Ofen auf den Frictionsrädern läuft, zusammengehalten werden. Seine innere
Oberfläche ist mit Reihen von schwalbenschwanzförmigen Längsrippen zum Festhalten
des Futters oder „Fix,“ wie der
amerikanische Ausdruck lautet, versehen.
Gebläsewind wird von einem Ventilator unter den Rost,
doch auch z. Th. horizontal über denselben eingeblasen. Der Fuchs des Ofens ist, wie
früher mitgetheilt, auf Hängeschienen verschiebbar, so daß das vordere Ende des Eies
frei wird und als Arbeitsöffnung benutzt werden kann. Die Endringe des Eies oder
Drehherdes, die Feuerbrücke und der verschiebbare Ofenfuchs sind mit Wasserkühlung
versehen.
Die Gezähe, welche zur Bedienung des Ofens gehören, bestehen zunächst in einem großen
Einsatzlöffel, der den ganzen Satz nebst Gaarschlacke
hält und einen 10 Fuß langen Stiel hat. Er wird vom Boden mit Hülfe eines hölzernen
Drehkrahnes, der vor jedem Ofen steht, gehoben, indem man den Stiel in einen Haken
legt, der mit einer Kette durch ein Vorgelege in die Höhe gezogen wird. Durch Drehen
des Krahnes vor die Oeffnung des Ofens und Ausschieben des Löffels wird der Ofen
geladen. Zum Ausnehmen der fertigen Luppe dient eine, in der obigen Beschreibung
erwähnte Ausziehgabel, welche man auf die hohe Kante
setzt und dann den Ofen noch 1/3 Drehung machen läßt, wodurch die Luppe auf die
Gabel rollt. Sie wird dann mit Krahn und Kette angehoben, ausgezogen und seitwärts
gedreht, um auf eine Transportgabel zu fallen. Mit dieser
wird die Luppe zur Luppenquetsche gebracht; letztere besteht aus einem stark nach
oben gebogenen und mit einem langen Stiele versehenen Doppelhaken, ist in einer Kette
aufgehangen und läuft mit Rollen in einer Hängeschiene. Zwei Mann balanciren so die
Luppe ganz leicht, schieben sie nach der Zängemaschine und werfen sie hinein.
Als Zängemaschine dient Winslow's Luppenquetsche, welche
von Danks noch speciell für sehr schwere Luppen
umconstruirt ist.Die betreffende Zeichnung werden wir nachliefern. Sie besteht aus zwei horizontalen neben einander liegenden, fest
verankerten, cannelirten Walzen von 4 Fuß Länge und 18 Zoll Durchmesser, die sich
beide in derselben Richtung 15–20 Mal per Minute
drehen. Ueber ihnen liegt ein starkes Excenter von derselben Länge wie die Walzen
und dreht sich mit derselben peripherischen Geschwindigkeit wie diese. Die zwischen
die Walzen und das in derselben Richtung laufende Excenter gebrachte Luppe wird nun
zu einem Cylinder zusammengequetscht und erhält gleichzeitig auf das eine Ende
Schläge von einem horizontalen Dampfhammer, während das andere gegen eine verticale
Amboßplatte gestaucht wird. Winslow's Luppenquetsche
stellt somit eine Combination der rotirenden Luppenmühle mit dem Dampfhammer dar,
und nach zweimaliger Umdrehung gilt die Luppe als genug gezängt. Doch geht aus dem
Berichte hervor, daß der Apparat etwas zu schwach construirt war, so daß man ihn bei
so schweren Luppen schonen mußte, sonst hatte man auch stärker zängen können. Die
gezängte Luppe wird nun mit einer Hebelvorrichtung abgenommen und auf die
Hüttensohle geworfen; sie wird dann mit einer von oben fassenden Zange auf eine
Gabel und mit dieser auf einen kleinen Transportwagen gehoben, der sie zu einem Wärmofen führt, wo sie nochmals angewärmt wird, ehe man
sie im Luppen-Walzwerke zu Luppenstäben auswalzt. Hierbei gibt sie noch
reichlich Schlacke aus, welche in der Quetsche nicht recht ausgepreßt wird, und muß
das Walzwerk als eine wesentliche Ergänzung der Zängemaschine angesehen werden. Ein
Dampfhammer mit Gesenk und zweckmäßiger Hebevorrichtung oder horizontalwirkende
Quetschen würden zweckmäßiger anzuwenden seyn.
Die Herstellung des Herdes oder Futters geschieht in der schon früher mitgetheilten
Weise, durch Einführung eines Unter- und Ober-Futters, des
„Initial“ und des
„Fix.“ Der Initial besteht aus einer zähen Mischung von feuerfestem
Thon und fein gepulvertem Eisenerz; er wird mit wenig Wasser gemengt,
abtheilungsweise immer je 1/3 des Herdes nach dem Umfange, 4–5 Zoll dick
eingetragen, festgestampft und mit einem Holzfeuer abgetrocknet. In dieser Weise
wurde am 6. November im Ofen Nr. 4 der Initial gemacht,
1/3 mit amerikanischem Rotheisenstein, 1/3 mit Blue Billy-Eisenstein und 1/3 mit
Bilbao-Eisenstein. Am Tage darauf begann man mit Steinkohlen zu heizen und
trug nach 4 1/2 Stunden Hammerschlag zum Glasiren des Initial ein, was nach 3/4 Stunden geschehen war. Darauf wurde der
„Fix“ gemacht, indem man
Schrott und Pottery-Eisenstein einsetzte, die nach 1 Stunde 5 Minuten
eingegangen waren, während man in den letzten 3/4 Stunden den Ofen sich langsam
umdrehen ließ. Dann warf man Titan-Eisenstein ein und darauf einen zweiten
Satz Schrott und Potteryerz, um diesen zu bedecken und das Bad abzukühlen. In dieser
Weise wurde fortgefahren bis sich abwechselnd mit Titaneisen und geschmolzenem
Schrott und Pottery-Eisenstein, in 5 Einsätzen eine fertige, rauhe Kruste von
„Fix“ auf der ganzen
inneren Oberfläche des Herdes gebildet hatte. In 11 Stunden war so das Oberfutter
oder der Fix aufgeschmolzen und der Ofen
betriebsfähig.
Um die Qualität des gepuddelten Eisens nachzuweisen, hat die Commission Proben
mitgebracht, von 600–700 Pfd. schweren Luppen an, durch alle Zwischenstadien
bis zu feinem Drahteisen und sie ist überzeugt, daß durch diesen Proceß das Eisen an
Qualität gewonnen hat. Der Bruch einer gezängten Luppe
zeigt eine schwammige Textur und verhältnißmäßig viel Schlacke, wie schon erwähnt,
doch rührt das nur von dem schwachen Zängen auf Winslow's
Luppenquetsche her; auf einer stärkeren Maschine würden die Luppen dichter und
reiner gezängt worden seyn. Der Bruch des ausgewalzten Luppenstabes dagegen zeigt
ganz und gar das gewöhnliche Aussehen.
In den vielen zerbrochenen gezängten Luppen und Luppenstäben wurde mit großer
Aufmerksamkeit nach Stückchen des Herdes oder
„Fix“ gesucht, welche
mechanisch eingehüllt beim späteren Auswalzen die bekannten Ungänzen verursachen,
doch wurden sie nur in einer Luppe gefunden und bei der späteren Bearbeitung des
Eisens zeigte es keine Schwächen. Ob das Anwärmen der
gezängten Luppen vor dem Auswalzen zu Luppenstäben eine Nothwendigkeit ist, will die
Commission nicht entscheiden; doch scheint ein besseres Zängen mindestens
erforderlich zu seyn, etwa unter einem Dampfhammer, wenn man es vermeiden will.
Die Menge der abgestochenen Puddelschlacke war natürlich variabel, je nach dem
eingesetzten Eisen, doch wurde im Allgemeinen so naß gearbeitet, daß auf
650–700 Pfd. Luppe 200–250 Pfd. Puddelschlacke kam. Das Ausbringen an
gepuddeltem Eisen ist in Folge der Reduction aus dem reichen Herdmaterial immer
50–70 Pfd. größer gewesen, als der Einsatz an
Roheisen. Auf den Cincinnati Ironworks ging der
mechanische Puddelbetrieb so regelmäßig, daß von 9 Oefen wenigstens 8 die ganze
Woche hindurch im Gange waren. Es erfordert dort jeder Ofen einen Puddler und Gehülfen
und für je zwei Oefen einen Mann zum Anfahren der Chargen und Kohlen, Beseitigen der
Schlacke, Helfen beim Laden und Bedienung des Krahnes. Zwei Mann besorgen den
Transport der Luppen von allen Oefen zur Zängemaschine und zum Wärmofen, während
noch ein Mann den horizontalen Dampfhammer bedient. Die Arbeiter waren nur zum Theil
alte Puddler, der beste war ein früherer Schlosser.
Die Abgabe an den Erfinder beträgt in Amerika 1 Dollar per Tonne Luppenstäbe. Der mechanische Puddelbetrieb hat dort schon eine
große Ausbreitung gefunden.
Auf den Cincinnati Railway Ironworks waren 9 Oefen im
Gange und einer im Bau; es sind gleichzeitig immer 8 im Betriebe, 1 dient zur
Reserve; sonst sind keine anderen Puddelöfen auf der Hütte. – Auf den Roane Ironworks, Chattanooga, Tennessee, befinden sich
gleichfalls 9 Oefen, von denen beim Besuche der Commission 7 im Betrieb waren; beide
Werke haben Winslow's Luppenquetsche. – Auf den
Indianapolis Rolling Mills, Indiania, fand sie 2
Oefen fertig und mit Initial versehen, 2 andere fast
fertig und 6 in der Vorbereitung, eine Winslow-Quetsche fast fertig. – Jones,
Laughlin u. Comp. in Pittsburg haben einen Ofen,
den sie auf Kleineisen betreiben, doch fehlen ihnen die nöthigen mechanischen
Einrichtungen um mit Vortheil so schwere Luppen verarbeiten zu können. – In
der Fort Pitt Foundry zu Pittsburg sah die Commission
die Gußstücke zu 10 Oefen für Graff, Bennett und Comp. und in New-Albany, bei Louisville, war ein
Ofen eine Zeit lang im Betriebe bis die Hütte abbrannte. – Die Meinung
amerikanischer Techniker ist, daß der rotirende Ofen für Schienen ganz vorzüglich
geeignet ist, doch meinen die Herren der Commission durch ihre Versuche mit
englischem und Walliser Eisen gezeigt zu haben, daß er es auch für alle Arten von
Klein- und Feineisen ist, welches auf den Globe
Ironworks ausgewalzt wurde.
Die Commission ließ auch 3 Chargen auf Stahl (soll wohl
heißen Feinkorn) puddeln, von denen 2 zu Schienen ausgewalzt wurden und beim Bruche
einen feinkrystallinischen Kopf, doch sehnige Flantschen zeigten; der dritte Satz
zeigte keine besondere Stahl-Structur, doch ist zu bedenken, daß weder das
Material dazu passend, noch auch die Arbeiter im Stahlpuddeln geübt waren.
Die Commission ist zu der Ueberzeugung gelangt, daß, obgleich
das mechanische Puddeln ein noch neuer Proceß ist, derselbe vor dem alten
Verfahren große commercielle Vortheile in Hinsicht auf Ausbringen,
Qualität, Löhne, Zeitersparniß und Kohlenverbrauch voraus hat und
sie erklärt sich bereit ihre Ansicht ausführlich zu motiviren, wenn das Institut das
wünschen sollte.
Aus den beigefügten Journalnotizen geben wir für unsere Leser einen Auszug, um aus
denselben den Verlauf einzelner Chargen sehen und die Art der Arbeit im rotirenden
Ofen beurtheilen zu können.
Ofen Nr. 4. Herd aus englischem Material, wie
beschrieben. Satz 600 Pfd. Cleveland-Roheisen mit
Puddelschlacke; 8. November 1871:
Vormittags
11h 35' 600 Pfd. mit Schlacke eingesetzt.
Mittags
12. 13. fast aufgeschmolzen, Ofen 2–3 Umgange per Minute,
„
12. 15. ganz eingeschmolzen,
„
12. 16. 2 Minuten Wasser eingespritzt,
„
12. 20. fängt an zu schäumen,
„
12. 25. Schlacke abgestochen,
„
12. 29. 8 Umdrehungen pro Minute,
„
12. 31. fängt an zu kochen,
„
12. 40. wird körnig,
„
12. 45. ballt zusammen,
„
12. 50. Luppe ausgezogen,
„
12. 52. Luppe gezängt, Ausbringen 676
Pfd.
„
12. 52 1/2. Neuer Satz eingebracht wie
zuvor.
Nachmittags
1. 45. aufgeschmolzen,
„
1. 56 1/2 Schlacke abgestochen,
„
2. 5. kocht,
„
2. 13. ballt,
„
2. 20. Luppe ausgezogen, Ausbringen 672 Pfd.
Derselbe Ofen mit Coneygree-Roheisen und
Schlacke:
Nachmittags
2. 25. 620 Pfd. Coneygree eingesetzt.
„
3. 25. eingeschmolzen,
„
3. 30. Schlacke abgestochen,
„
3. 35. Luppe ausgezogen, Ausbringen 700 Pfd.
„
3. 58. 600 Pfd. Coneygree eingesetzt,
„
4. 45. eingeschmolzen,
„
5. 18. Luppe ausgezogen, Ausbringen 680 Pfd.
Derselbe Ofen mit Derbyshire-Roheisen und
Puddelschlacke, 9. November 1871:
Vormittags
11. 10. 600 Pfd. Roheisen eingesetzt,
„
11. 47. eingeschmolzen,
Vormittags
11h 55' Schlacke
abgestochen,
„
11. 58. rasche Umdrehung und Wasser eingespritzt,
Mittags
12. 3. Wind angelassen,
„
12. 7. stark gefeuert,
„
12. 25. ballt,
„
12. 30. Luppe ausgezogen, Ausbringen 661
Pfd.
Nachmittags
2. 1. 600 Pfd. Roheisen mit Schlacke eingesetzt.
„
2. 50. eingeschmolzen,
„
2. 55. Schlacke abgestochen,
„
2. 59. 8 Umdrehungen per
Minute,
„
3. 18. ballt,
„
3. 20. Luppe ausgezogen, Ausbringen 665 Pfd.
Derselbe Ofen mit strahligem Mostly-Roheisen, 10.
November 1871:
Nachmittags
8. 35. 600 Pfd. Roheisen und
215 Pfd. Schlacke eingesetzt,
„
9. 35. eingeschmolzen,
„
9. 37. Schlacke abgestochen,
„
9. 41. kocht heftig über,
„
9. 53. ballt,
„
9. 55. Schlacke zum 2. Male abgestochen,
„
9. 57. Luppe ausgezogen, Ausbringen 691 Pfd.
„
10. –. 600 Pfd. desselben Roheisens mit 20 Pfd. Schlacke eingesetzt,
„
10. 35. eingeschmolzen,
„
10. 39. erster Schlackenabstich,
„
10. 49. kocht, 2. „
„
10. 55. wird körnig und trocken,
„
11. 3. Luppe ausgezogen,
„
11. 6. Luppe gezängt, Ausbringen 605
Pfd.
Ausbringen. Es waren erforderlich zu 1 Tonne (= 20 Ctr.)
Luppenstäben von folgenden Roheisensorten: Cleveland 18 Ctr. 3 Quarts 17 Pfd.,
Coneygree 18. 1. 8., Derbyshire 18. 0. 27., Wales Graues 18. 1. 20., Wales Frisch
19. 3. 13., Wales Strahlig 19. 3. 17. Hieraus ergibt sich, daß das Ausbringen durch
Reduction aus der Herdmasse desto größer war, je mehr Kohlenstoff das Roheisen
enthielt.
Fütterungsmaterialper 1 Tonne Luppenstäbe: Bilbao und Marbella-Erz
4 Ctr. 3 Quarts 9 Pfd., Schrott 42 Pfd., Zängeschlacke 6 Ctr. 3 Quarts 19 Pfd.,
Puddelschlacke 4. 3. 14., Blue Billy, Bilbao, Lissabon und Marbella zusammen 7 Ctr.
1 Quart 13 Pfd.
Kohlenverbrauchper 1 Tonne Luppenstäbe in Ofen Nr. 4: 28 Ctr. 2 Quarts
24 Pfd.; in Ofen Nr. 6: 29. 0. 25., wobei zu bemerken, daß letzterer 2 Nächte leer
ging.
Production bei den Versuchen an Luppenstäben aus:
Cleveland 24,595 Pfd. = 26,010 Pfd., Coneygree 23,426 = 25,563, Derbyshire 22,804 =
24,988, Wales Graues 7800 = 8355, Wales Frisch 9000 = 9060, Wales Strahlig 6600 =
6630.
Die zerschnittenen Luppenstäbe wurden packetirt und zu Eisenbahnschienen, Quadrat-, Flach-, Rund-,
Drahteisen und Platten ausgewalzt, wobei per 1 Tonne erforderlich war an Luppenstäben: für Stäbe
20 Ctr. 3 Quarts 18 Pfd., Platten 21. 2. 12., Rundeisen 23. 11. 0.,
Eisenbahnschienen 21. 2. 16.
Tafeln