| Titel: | Ueber den Grund, warum die Hahnen an Wasser- und Dampfleitungsröhren, an Dampfkesseln etc. so häufig undicht sind, und einfaches, fast kostenloses Mittel, diesem Uebelstande abzuhelfen; von Prof. C. Walther. |
| Autor: | C. Walther |
| Fundstelle: | Band 169, Jahrgang 1863, Nr. XXXVII., S. 161 |
| Download: | XML |
XXXVII.
Ueber den Grund, warum die Hahnen an
Wasser- und Dampfleitungsröhren, an Dampfkesseln etc. so häufig undicht sind, und
einfaches, fast kostenloses Mittel, diesem Uebelstande abzuhelfen; von Prof. C. Walther.
Mit Abbildungen auf Tab.
III.
Walther, über Beseitigung der Undichtheit der Hahnen an
Wasser- und Dampfleitungsröhren etc.
Fast in jeder Fabrik, in welcher Wasser- oder Dampfleitungsröhren, Dampfkessel
und Pumpen etc. vorkommen, begegnet man Hahnen, welche undicht sind und tropfen, und
es ist eine ganz gewöhnliche Klage der Fabrikeigenthümer, wenn dieselben sich nicht
schon in ihr Schicksal ergeben haben und tropfende Hahnen als einen unvermeidlichen Uebelstand betrachten, daß sie keine
Hahnen aufzutreiben im Stande sind, welche dicht halten. Selbst bei neuen
Dampfkesseln, wenn dieselben einem hohen Druck unterworfen werden, sind die
Ablaßhahnen, Probirhahnen etc. das erste, was undicht ist. An diesem Undichtseyn ist
viel seltener der Arbeiter, das heißt die mangelhafte Ausführung Schuld, als die
gedankenlose Gleichgültigkeit, mit welcher die Hahnen entworfen und gezeichnet
werden. Die Werkstattzeichnungen werden nach dem alten Schlendrian ausgeführt, und
es wird nicht der Mühe werth gehalten, über ein so einfaches Ding, als ein Hahn ist,
nachzudenken und zu überlegen, welche Folgen dieß oder jenes haben wird, während man
sich doch täglich durch das Undichtseyn überzeugen muß, daß die Hahnen nicht
fehlerfrei und noch lange nicht unverbesserlich sind. Der Fehler wird dann auf
Gerathewohl dem Arbeiter wegen seiner mangelhaften Ausführung des Hahnen
zugeschrieben, ohne zu bedenken, daß er auch irgendwo anders, und gerade bei
demjenigen liegen kann, welcher sich und seine Hahnenzeichnung für unfehlbar
hält.
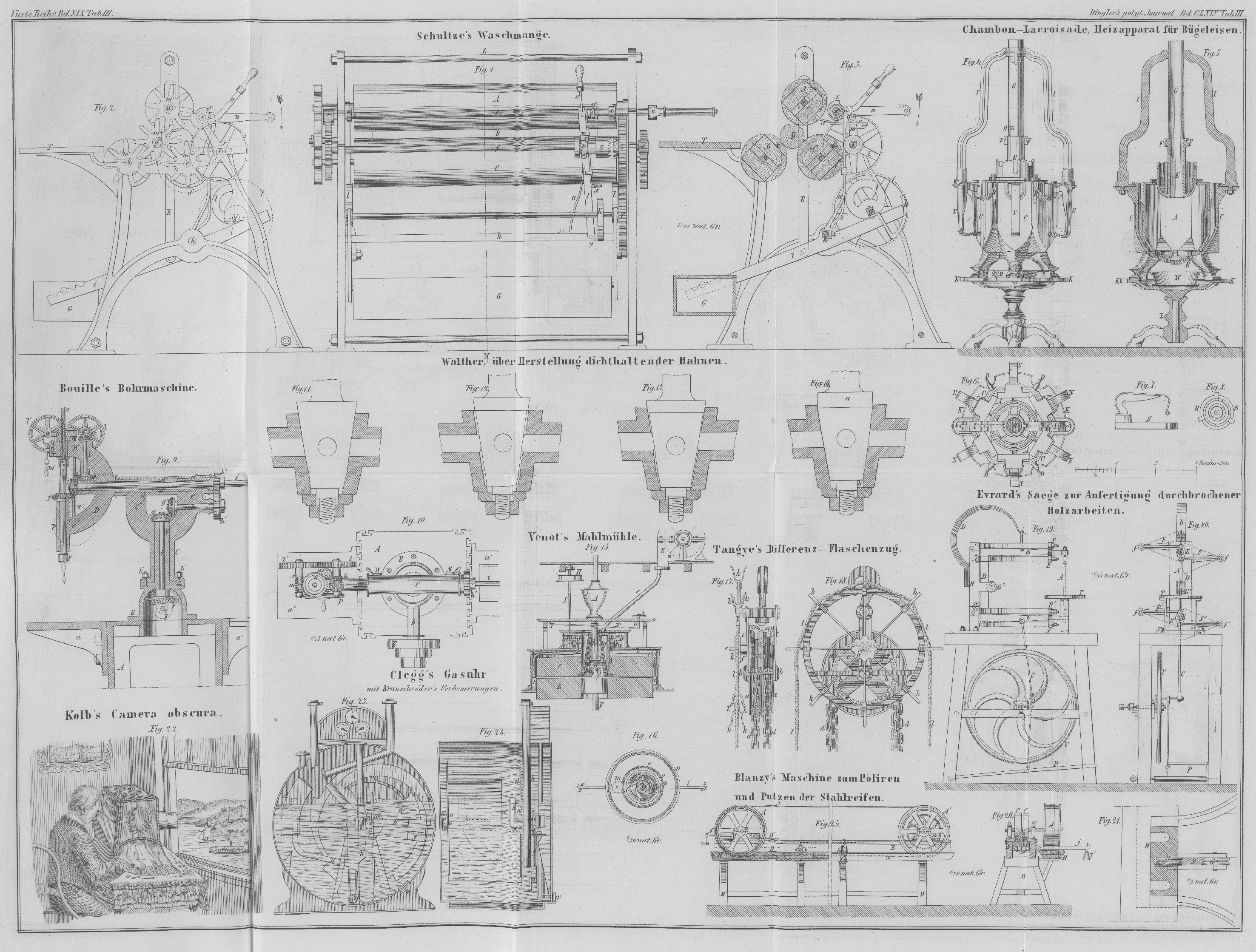
Die Hahnen, wie sie nicht nur von Gelbgießern, sondern auch von Maschinen- und
anderen Fabrikanten, denen man mehr Intelligenz zutrauen sollte, gewöhnlich
geliefert werden, haben die in Fig. 11 dargestellte
Form. Es ist nicht nur die Hahnenhülse durchaus conisch ausgedreht oder ausgerieben,
sondern es ist auch der Hahnenkern oder Zapfen seiner ganzen Länge nach conisch abgedreht. Diese
verfehlte Form ist der Grund, warum nicht einmal neue, und noch viel weniger solche
Hahnen, welche längere Zeit im Gebrauche sind, dicht halten und dicht halten können,
was sogleich nachgewiesen werden soll.
Sind die zwei Haupttheile, welche den Hahnen bilden, auf der Drehbank vollendet
worden, so wird der Hahn mit feinem Schmirgel, Bimsstein oder auch wohl nur Sand
eingeschliffen. Das Schleifmittel bildet zwischen Hahnenhülse und Hahnenkern eine
Schichte, welche nicht gestattet, daß der Hahn während des Schleifens so tief in die
Hülse eindringt, als er es nach Beseitigung des Schleifmittels thun wird. Es bleibt
demnach ein Theil des Conus, welcher nach Beseitigung des Schleifmittels die Hülse
auszufüllen hat, vom Schleifmaterial unangegriffen, also in der Stärke oder Dicke,
wie er sie von der Drehbank her hatte, während der Theil des Conus, welcher während
des Schleifens sich in der Hülse befand, durch das Schleifen etwas dünner wurde. An
der Hahnenhülse findet dasselbe statt. Sie wird nur so weit vom Schleifmittel
angegriffen und durch dasselbe erweitert, als der Hahnenkern in dieselbe
hineinreichte. Durch das Einschleifen bildet sich also sowohl oben am Hahnenkern,
als auch unten in der Hahnenhülse ein wenig bemerkbarer Absatz, welcher der
Deutlichkeit wegen in Fig. 12 größer gezeichnet
wurde als er wohl vorkommen wird. Dieser Absatz wird um so größer, je länger man
schleift, und um so viel weniger beträchtlich, je kürzere Zeit man auf das Schleifen
verwenden mußte, um eine gleichfarbige, matte Oberfläche zu bekommen. Wird nun der
Hahn ausgewaschen, um das Schleifmaterial zu entfernen, und werden dann die beiden
Hahnentheile in einander gesteckt, so tritt der Hahnenkern tiefer in die Hülse ein,
als dieß während des Einschleifens der Fall war, und es legt sich nun nur ein Theil
des beim Schleifen unangegriffen gebliebenen vorstehenden Stückes des Hahnenkernes
in dem oberen Theile der Hahnenhülse an. Das Gleiche findet unten, am engeren Theile
der Hahnenhülse statt, der Hahnenkern berührt nur eine schmale Zone des
unausgeschliffen gebliebenen Stückes der Hahnenhülse, und die matt geschliffenen
Flächen, welche den dichten Verschluß bewirken sollen, berühren sich gar nicht,
sondern stehen, wie dieß aus Fig. 13 deutlich
ersichtlich ist, halb so weit von einander ab, als diejenige Metallschichte dick
war, welche vom Hahnenkerne und von der Hahnenhülse durch das Schleifen entfernt
wurde.Es würde kein Hahn der gewöhnlichen Form dicht
gemacht werden können, wenn nicht glücklicherweise die Elasticität des
Metalles hier hülfreich aufträte.
Es muß demnach derjenige Hahn, von welchem am wenigsten abgeschliffen wurde, in Folge der größeren
Annäherung der matten Flächen am dichtesten seyn, und dieß beweist auch die
Erfahrung, indem diejenigen Hahnen, zu deren Einschleifen die kürzeste Zeit
erforderlich war, die besten sind, während solche, an denen man lange geschliffen
hat, bei denen also mehr Material weggenommen wurde, die schlechteren sind.
Versucht man nun einen solchen Hahnen durch wiederholtes Einschleifen dicht zu
machen, so macht man das Uebel ärger, und es heißt dann gewöhnlich, der Hahn ist
verschliffen, während er, wenn er die richtige Form gehabt hätte, nicht hätte
verschliffen werden können. Da nun durch das lange Schleifen der Absatz am
Hahnenkerne und der Hülse sichtbar und fühlbar wurde, so dreht man den Hahnen nach,
und beseitigt dadurch sowohl in der Hülse als auch am Kerne den Absatz, bedenkt aber
dabei nicht, daß man nachträglich nur Metall entfernt, welches nie zu etwas genützt
hat, und nie etwas nützen konnte, sondern immer nur hindernd auftrat und auftreten
wird. Warum soll man nun dieses überflüssige und hindernde Metall nicht gleich bei
der ersten Anfertigung entfernen, und dadurch Sorge tragen, daß die beschriebenen
Uebelstände nicht eintreten können?
Macht man, wie in Fig. 14, den Theil a des Hahnenkernes,
welcher oben aus der Hülse hervorragt, cylindrisch, und
gibt man diesem Cylinder einen etwas kleineren
Durchmesser als ihn der größte Kreis oben in der Hahnenhülse hat, dreht man dann
noch die Zone b unten in der Hahnenhülse ebenfalls cylindrisch aus, und zwar nach einem etwas größeren Durchmesser als ihn die kleine Basis des
Hahnenkernes hat, so ist der gewöhnlichste Grund des Undichtseyns eines Hahnen
vollständig und für alle Zukunft beseitigt. Der Hahn kann dann beliebig tief in die
Hülse eingeschliffen werden, ohne daß sich ein Absatz bildet, nach Beseitigung des
Schleifmittels berühren sich nur die von demselben
angegriffenen Flächen, und der Hahn wird sehr leicht dicht schließen, wenn nur
Hahnenkern und Hülse gehörig rund gedreht waren. Was hier
in Betreff der durch das Einschleifen hervorgerufenen Abnützung gesagt wurde, gilt
natürlich auch für die Abnützung, welche Folge des Gebrauches eines Hahnen ist. Es
treten nämlich ganz genau dieselben Formveränderungen mit den gleichen Wirkungen
ein. Ein anfänglich guter Hahn tropft nach und nach. Durch stärkeres Anziehen der
Hahnenmutter sucht man gewöhnlich dem Uebelstande abzuhelfen, und steigert dieses
Anziehen oft so, daß der Hahn kaum mehr zu drehen ist. Der Druck auf die schmalen,
sich berührenden Zonen ist dann so groß, daß die Metalle sich angreifen oder
anfressen, wodurch Unebenheiten entstehen, welche verursachen, daß der Hahn auch
noch in der Richtung seiner Hülse undicht wird. Gibt man einem neuen Hahnen gleich
die in Fig.
14 abgebildete Form, so wird derselbe nicht nur bei mäßigem Anziehen der
Hahnenmutter dicht seyn, sondern er wird auch nach stattgefundener Abnützung
nachrücken können, und das spätere Nachziehen der Mutter wird immer von demselben
guten Erfolge begleitet seyn.
Sorgt man nun noch durch zeitweiliges Abputzen und Einfetten des Hahnenkernes dafür,
daß sich an demselben kein Wasserstein (bei geschlossenem Zustande des Hahnen)
ansetzt, welcher beim Drehen desselben concentrische Riefen oder Rinnen in die Hülse
einreiben könnte, so wird man nie über Undichtheit eines Hahnen zu klagen haben.
Zum Einfetten dient am besten eine Salbe, welche aus 1 Theil Wachs, 1/2 Theil Talg
und 1/2 Theil reinem Oliven- oder Mandelöl besteht. Das Nachschleifen eines
Hahnen wird, wenn nöthig, beliebig oft und jedesmal mit Erfolg vorgenommen werden
können, ohne daß man den Uebelständen begegnet, welche bei der bisherigen Hahnenform
unvermeidlich sind.
Möchten die vorstehenden Bemerkungen von recht Vielen zu ihrem Vortheile beachtet
werden, insbesondere auch von denjenigen, welche conische Frictionskuppelungen
ausführen oder mit conischen Ventilen zu schaffen haben, denn auch auf diese
Gegenstände beziehen sich die obigen Bemerkungen vollständig.
Augsburg, im Juni 1863.
Tafeln