| Titel: | Verbesserte Einrichtungen der Oefen und Gießvorrichtungen zur Gußstahlfabrication; von den HHrn. James Jackson und Sohn, Stahlfabrikanten zu Saint-Suerin-sur-l'Isle. |
| Fundstelle: | Band 134, Jahrgang 1854, Nr. LVIII., S. 207 |
| Download: | XML |
LVIII.
Verbesserte Einrichtungen der Oefen und
Gießvorrichtungen zur Gußstahlfabrication; von den HHrn. James Jackson und Sohn, Stahlfabrikanten zu
Saint-Suerin-sur-l'Isle.
Aus Armengaud's Publication industrielle, t. IX p.
211.
Mit Abbildungen auf Tab.
III.
Jackson's verbesserte Einrichtungen der Oefen und Gießvorrichtungen
zur Gußstahlfabrication.
Wenn die französische Stahlfabrication einigen Ruf erlangt hat, so verdankt sie dieß
ohne Widerrede dem Hause Jackson. Seit länger als einem halben Jahrhundert von dem
Vater der jetzigen Besitzer begründet, Hai sich die Fabrik unter der Leitung der
Söhne ausgedehnt und ist später so bedeutend geworden, daß sie sich in mehrere Hütten
getheilt hat, welche sämmtlich große Quantitäten von Gußstahl produciren.
Der eine von den Brüdern, Hr. James
Jackson, der sich während seines ganzen Lebens insbesondere mit der
Stahlfabrication beschäftigt und fortwährend Verbesserungen darin gemacht hat,
leitete zuerst längere Zeit die Fabriken zu Assailly und zu Toulouse, und errichtete
im Jahr 1849 das schöne und große Stahlwerk zu
Saint-Suerin-sur-l'Isle, bei Bordeaux, welches man als ein
Musterwerk betrachten kann.
Diese Hütte liegt an einem bedeutenden Wassergefälle, dessen Triebkraft mehr als 100
Pferdekräfte beträgt, und umfaßt, außer dem Wohnhause und dem Garten, eine ganze
Reihe von Verkohkungsöfen, mehrere Walzgerüste, Hämmer, Scheren, Mühlsteine und
andere Zerkleinerungsapparate, welche sämmtlich durch Wasserräder betrieben werden.
Außerdem enthält die Hütte viele Cementiröfen, Gußstahl-Schmelzöfen, eine
Reckhammerhütte, einen Dampf- oder Stempelhammer, einen Puddelofen, Magazine
für die Materialien und Fabricate u.s.w. Da sie auf einer bedeutenden Bodenfläche
verbreitet ist, durch welche ein Fluß und ein Canal strömen, so nimmt sie täglich an
Größe zu, obgleich sie stets nur auf Bestellung arbeitet; der von ihr erzeugte Stahl
wird nämlich von den Eisenbahningenieuren, den Constructeuren, Mechanikern, so wie
von allen Gewerbetreibenden sehr geschätzt.
Auf der Londoner Industrie-Ausstellung von 1849 hatte derselbe Fabrikant eine
gußstählerne Kolbenstange von 18 Centimet. (7 Zoll) Durchmesser und fast 3 Meter (9
Fuß) Länge ausgestellt, und er versicherte Hrn. Armengaud, daß er aus seinen neuen Oefen leicht
5 bis 600 Kilogr. (10 bis 12 Zollcentner) schwere Stücke gießen könne, und daß er
hoffe, in der Pariser Ausstellung von 1855 noch bemerkenswerthere Producte seiner
Fabrik zeigen zu können. Die nachstehende Beschreibung, der verbesserten Oefen und
Processe wird mit der ausdrücklichen Bewilligung des Hrn. Jackson veröffentlicht.
Ehe wir aber zu derselben übergehen, wollen wir einige
allgemeine Bemerkungen über die Stahlfabrication folgen lassen.
Die Stahlfabrication zerfallt in drei wesentlich von einander verschiedene
Theile:
1) In die Production des Roh- oder Schmelzstahls, welche aus Roheisen entweder in
Frischherden (Stahlfeuern), oder in Puddelöfen erfolgt. Die Schmelzstahlerzeugung
aus gewissen Roheisensorten in Feuern ist ein, besonders in Steiermark, Kärnthen, im
Siegenschen, in Schmalkalden und Suhl und an vielen andern Orten seit Jahrhunderten
ausgeübtes Gewerbe. Der Schmelzstahl wird gewöhnlich erst raffinirt, d.h. die Stäbe werden
sortirt, ausgeschweißt, zusammengelegt und dann ausgereckt (gegerbt) verarbeitet.
Die Puddelstahlbereitung ist dagegen ein neuer
Industriezweig.Man s. über die Eigenschaften und Darstellung des Puddelstahls die Abhandlungen im polytechn. Journal Bd. CXXIV S. 425 und Bd. CXXVIII S. 353. A. d. Red.
2) In die Brenn- oder Cementstahl-Fabrication. Dieselbe besteht darin, daß Stabeisen, mit
Holzkohlenpulver in luftdichtverschlossenen Gefäßen zusammengeschichtet, der
Glühhitze ausgesetzt wird, wodurch das Stabeisen die zur Stahlbildung erforderliche
Kohlenmenge aufnimmt.
Wir beschäftigen uns hier jedoch bloß mit der Gußstahlbereitung, welche den dritten Theil der Stahlfabrication bildet.
– Ueber den Stand dieses aus England hervorgegangenen Industriezweiges in der
englischen Grafschaft York, so wie er vor 15–16 Jahren war, hat der
französische Bergingenieur und Professor Hr. Le Play in den Annales des Mines,
Bd. lll, 1843, eine sehr umfassende Arbeit geliefert, welche im polytechn. Journal
Bd. XCII S. 19 und 99 mitgetheilt wurde.Wir verweisen noch auf Heeren's Beschreibung eines
großen Gußstahlwerks in Sheffield, polytechn. Journal Bd. CXXVI S. 29, und auf Karsten's Abhandlung über Bereitung des
Gußstahls, Bd. CXXVII S. 187. A. d. Red. (Auch in Deutschland hat die Gußstahlfabrication große Fortschritte gemacht,
und besonders ist es die Fabrik von Friedrich Krupp bei
Essen in Rheinpreußen, welche in der letzten Zeit die Leistungen der Engländer und
Franzosen überboten hat, nicht nur hinsichtlich der Erzeugung und Verarbeitung des
Gußstahls in großen Massen und Dimensionen, sondern auch bezüglich der Beherrschung
des Erzeugungsprocesses zur Erzielung der für verschiedene Verwendungen geeigneten
Qualitäten; nach amtlichen Angaben wurden im J. 1853 in dieser Fabrik 31364 Cntr.
Gußstahl im Geldwerth von 294,000 Thaler producirt, während die sechs übrigen
Gußstahl-Fabriken in Preußen nur 24,287 Cntr. erzeugten.)
Wir wenden uns nun zu dem eigentlichen Zweck der vorliegenden Arbeit, den
verschiedenen von Hrn. Jackson
eingeführten Verbesserungen der Gußstahlfabrication, auf welche er in Frankreich
patentirt worden ist. Sie haben sämmtlich den Zweck, eine wesentliche Ersparung
sowohl im Brennmaterial-Verbrauch, als auch bei den Arbeitslöhnen und den
Materialien herbeizuführen, die Arbeit, welche sehr schwierig ist, zu erleichtern
und, wenn es erforderlich ist, große Stücke zu gießen.
Diese Verbesserungen bestehen hauptsächlich:
1) In der eigenthümlichen Einrichtung doppelter Gießereien, von denen jede nur eine
einzige Esse und einen einzigen Aschenfall hat, und womit man auch die Feuerung
eines Dampfkessels verbinden kann.
2) In einem ähnlichen System von Doppelöfen, welche ebenfalls mit nur einem Rost
versehen sind und nöthigenfalls mit heißer oder kalter comprimirter Luft gespeist
werden können.
3) In der Anwendung dieser Oefen mit solcher Einrichtung, daß große Stahlmengen auf
einmal darin geschmolzen werden können.
4) Endlich in der Benutzung geringerer Brennmaterialien, z.B. Steinkohlen, während
sonst nur die besten Kohks gebraucht werden können.
Wir wollen nun diese verschiedenen Einrichtungen näher beschreiben.
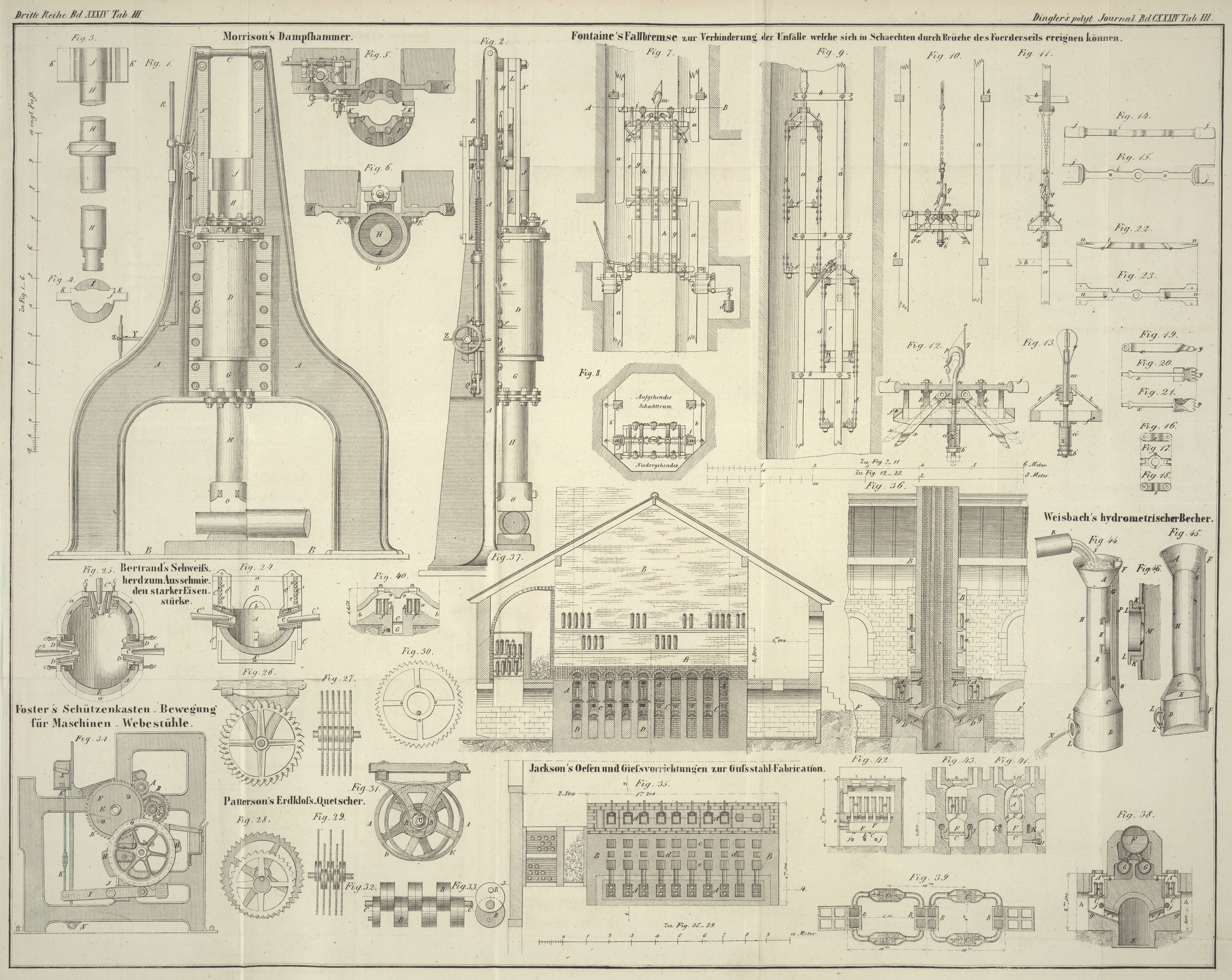
Doppelöfen mit einem einzigen Aschenfall. – Fig. 35 bis
38
stellen das System dar, welches Hr. Jackson eine doppelte Gießerei mit einem
einzigen Aschenfall nennt, und welches auch mit einem Dampfkessel versehen ist, der
durch die verloren gehende Hitze gefeuert wird. Man kann entweder comprimirte oder
freie Luft unter den Rost führen.
Fig. 35 ist
der allgemeine Grundriß von einer aus zehn Doppelöfen bestehenden Gießerei; eine
Reihe derselben sieht man in einem horizontalen Durchschnitt unter, und eine andere
in einem solchen über dem Rost.
Fig. 36 ist
ein Querdurchschnitt nach der Linie 1–2 des Grundrisses;
Fig. 37 ist
ein Längendurchschnitt nach der Linie 3–4.
Diese Figuren sind im Maaßstab von 1/100 oder 1 Centimeter per Meter gezeichnet.
Fig. 38 zeigt
im Detail einen Querdurchschnitt durch die Mitte zweier einander entgegengesetzter
Oefen und des darüber angebrachten Dampfkessels, welcher mit der aus den Oefen
entweichenden Flamme gefeuert wird.
Man bemerkt zuvörderst auf diesen ersten Figuren die Anordnung zweier Reihen A, A' von doppelten Schmelzöfen, welche einander
gegenüber liegen und von denen jeder zwei, drei oder vier und, wenn es erforderlich
ist, noch mehr Tiegel a aufnehmen kann. Diese Oefen
stehen auf einem steinernen Fundament, sind aus guten gewöhnlichen Ziegelsteinen
erbaut, haben aber im Innern Futter von feuerfesten Ziegelsteinen.
Die entstandenen Gase oder Verbrenungsproducte strömen aus jedem Ofen durch einen
schiefen Canal oder Fuchs b in die senkrechten Canäle
c der großen Esse B.
Diese Canäle c sind durch ähnliche aber engere Canäle
d von einander getrennt, welche der ganzen Höhe der
Esse nach gehen und
fortwährend äußere kalte Luft zuführen; sie gewähren den Vortheil, daß die Esse eine
weit längere Dauer erhält und weit weniger starke Mauern erheischt, als wenn die
Oefen, wie bei der alten Einrichtung, an eine Mauer angelehnt sind.
Unter einer jeden Sohle oder jedem Rost C, auf welche die
Tiegel gestellt werden, hat man Seitenöffnungen e (Fig. 36)
angebracht, welche ebenfalls mit den Essen c in
Verbindung stehen. Diese Oeffnungen dienen, um dem Arbeiter, der sich ihnen
gegenüber stellt, anzuzeigen ob eine neue Schürung von Brennmaterial nothwendig ist,
indem die Flamme dunkler oder Heller erscheint, je nachdem noch eine hinlängliche
Brennmaterialmenge auf dem Rost vorhanden ist, oder nicht.
Unter diesen Oeffnungen befinden sich die kleinen schiefen Gewölbe f', welche auf dem massiven Gemäuer D ruhen und bis zu der großen Rösche E reichen, die nichts anderes als der eigentliche
Aschenfall ist.
Der Zweck dieser schiefen Gewölbe ist, daß es dem Arbeiter möglich wird, die Röste
von der Asche zu reinigen, wodurch eine raschere Schmelzung des Metalles bewirkt
wird. Zu dem Ende ist die geneigte Sohle der Gewölbe f'
mit einer gußeisernen Platte g (Fig. 36 und 38) von der
Breite jedes Ofens versehen, damit, wenn ein Tiegel Nisse bekommt und auslauft, was
nur zu häufig der Fall ist, der Stahl auf diese Platte fällt und sich nicht mit der
Asche vermengt, wodurch er unbrauchbar würde. Auf diese Weise kann man diese Läufe
(runnings engl., coulures franz.) benutzen, ohne wesentliche Arbeitslöhne auf ihre
Reinigung zu verwenden. Diese Veränderung ist von bedeutendem Vortheil für die
Gußstahlhütten.
Der einzige Aschenfall E ist an seinen beiden Enden ganz
offen, und es kann mittelst der kleinen Gewölbe f'
leicht so viel atmosphärische Luft einziehen, als zur Unterhaltung einer lebhaften
Verbrennung erforderlich ist. Eine solche Einrichtung bildet nun für sich eine
wesentliche Verbesserung.
Die Anzahl der Oefen beträgt auf den Abbildungen zehn in jeder der beiden Gießereien,
man kann aber eben so gut eine größere oder geringere Anzahl anbringen.
Links von der gemeinschaftlichen Esse B befindet sich ein
großer Trockenofen, der zum vorläufigen Brennen oder Trocknen der Tiegel dient.
Seine Einrichtung ist sehr einfach und um so ökonomischer, da er nur eine einzige
Esse hat, deren Gase in die mittlere d, mit freiem
Luftzug, ausströmen.
Auf der entgegengesetzten Seite hat man breite Durchgänge gelassen damit, wenn man
Stäbe von 1000 bis 1500 Kil. (20 bis 30 Cntr.) Gewicht gießen will, man dort den Einguß anbringen kann,
dessen unterer Theil auf irgend einer festen Mauer steht.
Es ist sehr vortheilhaft, eine solche Einrichtung mit aneinander liegenden Doppelöfen
anzuwenden; sie hat Hrn. Jackson gestattet auf den Canälen, durch welche die aus den Oefen
entweichende Wärme ausströmt, einen Dampfkessel F (Fig. 38) mit
seinen Siederöhren G anzubringen, um die Wärme von 20
Oefen zu benutzen, indem man alsdann die Esse an der Verlängerung der Canäle,
außerhalb der Hütte, aufstellt.
Man kann auch, wenn es erforderlich seyn sollte, comprimirte Luft oder Gebläsewind
anwenden, um das Schmelzen des Metalles zu beschleunigen, indem man einfach die
Oeffnungen an den Enden der geneigten Gewölbe f', g nach
dem Aschenfall zu, und die Oeffnungen vor den Rösten durch gußeiserne Schieber oder
durch blecherne Thüren h, i verschließt und die Luft
mittelst einer Röhre j unter den Rost führt. Diese Röhre
wird dann mit einem Ventilator oder andern Gebläse in Verbindung gebracht.
Mit Hülfe der Gebläseluft hat man den Vortheil, wie wir schon bemerkt haben,
Brennmaterialien von geringerer Güte als Kohks anwenden zu können, z.B. Steinkohlen,
Anthracit etc.
Es ergeben sich daher aus der Einrichtung mit doppelter Gießerei, die Hr. Jackson angenommen hat, wohlfeilere
Construction, Beschleunigung und Erleichterung der Arbeit, Ersparung an
Brennmaterial und Arbeitslöhnen, Verminderung des Abganges und Verbesserung der
Producte.
Zu beiden Seiten der Oefen befinden sich kellerartige Gewölbe F, F', welche auf der Sohle der Gießerei angebracht sind und den Arbeitern
eine freie Circulation um den Ofen gestatten, wodurch sie in Stand gesetzt werden
die Röste zu reinigen etc.
Doppelöfen mit einem einzigen Rost. – Fig. 39 und
40
stellen ein verbessertes System der Doppelöfen oder der doppelten Gießerei dar,
welches ebenfalls nur einen Aschenfall, einen Rost und eine oder zwei Essen hat, mit
oder ohne Anwendung von Gebläsewind.
Fig. 39 ist
ein allgemeiner Grundriß, von dem Fuß der Tiegel gesehen, welcher vier Doppelöfen,
jeden mit zehn Tiegeln, umfaßt.
Fig. 40 ist
ein senkrechter Durchschnitt durch die Mitte des einen von diesen Oefen und seines
Rostes.
Man bemerkt in diesen Figuren, daß die Tiegel a, statt
unmittelbar auf ihren Rösten zu stehen, wie es bei der obigen Einrichtung der Fall
ist, auf Sohlen von
feuerfesten Ziegelsteinen S gestellt sind. Letztere sind
durch einen gemeinschaftlichen Rost C und durch die
Feuerbrücken k getrennt, welche jedoch nur eine geringe
Höhe über der Sohle haben, auf der sie aufgestellt sind.
Will man die Oefen mit Gebläseluft betreiben, die unter den Rost C, d.h. ins Innere des Aschenfalles G eingeführt wird, so öffnet man das Ende der Röhre j, welches mit einem Ventilator oder sonstigen Gebläse
in Verbindung steht, wie wir schon weiter oben bemerkten. Die Gebläseluft wird unter
einem höhern oder niederern Druck und in entsprechender Menge eingeführt.
Diese verdichtete Luft gestattet, wie schon bemerkt, die Feuerung der Oefen mit
geringern Brennmaterialien als Kohks, d.h. mit Steinkohlen und dergleichen.
Stellt man die Tiegel auf die in Fig. 40 dargestellte
Weise, d.h. über und zu beiden Seiten des Rostes, so steigt alle auf demselben
entwickelte Hitze bis zum obern Gewölbe v und vertheilt
sich rechts und links, indem sie über die Brücken k
schlägt und, nachdem sie die Tiegel umspült hat, durch die Canäle b ausströmt, um in die Esse c zu gelangen.
An ihrem Ausgange sind diese Canäle durch einen senkrechten Scheider i von einander getrennt, der jedoch nur eine geringe
Längenerstreckung hat. Jeder Doppelofen, der sich zu beiden Seiten des Rosts und
Aschenfalls befindet, ist daher in zwei Abcheilungen geschieden, von denen jede so
groß ist, daß sie z.B. fünf Tiegel aufnehmen kann, wie es auch auf dem Grundriß Fig. 39
angezeigt ist.
Jede Abtheilung kann nöthigenfalls für sich untersucht werden, da über derselben eine
Oeffnung angebracht ist, welche man mit einem Deckel von feuerfestem Thon oder
Ziegelstein verschließt.
In Folge dieser Einrichtung der Doppelöfen zu beiden Seiten eines Rostes kann man
auch, wenn es erforderlich ist, nur eine Abtheilung in Betrieb setzen, während die
andere beschädigt ist und einer Reparatur bedarf.
Hr. Jackson fügt bei, daß man
hier eben so gut wie bei dem vorigen System die entweichende Hitze zur Feuerung
eines Dampfkessels benutzen und auch die Windleitung durch das Mauerwerk des Ofens
führen könne, um die comprimirte Luft auf einen gewissen Temperaturgrad zu erhitzen,
ehe sie auf das Brennmaterial strömt, welches sie speisen soll.
Man hat daher den Vortheil, ohne irgend einen weitern Brennmaterial-Aufwand,
die Oefen mit erwärmter oder mit kalter Luft speisen zu können.
Ofen mit großen Tiegeln. – Fig. 41 stellt ein System
von Oefen dar, die man mit einem oder zwei großen Tiegeln besetzen und auf diese
Weise große Quantitäten Stahl auf einmal schmelzen kann.
Dieses, im Jahr 1853 von Hrn. Jackson vorgeschlagene System, welches er sich besonders patentiren
ließ, hat eine sehr einfache Einrichtung. Ein solcher Ofen besteht aus dem Herd F von einer der Größe des Tiegels A entsprechenden Räumlichkeit, der Tiegel muß aber so groß seyn, daß er
eine bedeutende Quantität Stahl aufnehmen kann. Auf dem Rost C kann, wie vorher, ein Brennmaterial verbrannt werden, welches geringern
Werth als Kohks hat, und man schürt durch eine Oeffnung an der vordern Seite, welche
der auf dem senkrechten Durchschnitt Fig. 42 mit o bezeichneten ähnlich ist. Dieses Schürloch kann mit
einer Thür von Blech oder Gußeisen, die auf der innern Seite mit feuerfesten
Ziegelsteinen ausgesetzt ist, verschlossen werden.
Der obere Theil des Herdes besteht aus einer Art Gewölbe V, gebildet aus einem vollen Bogen, und mit einer gewissen Anzahl von
Oeffnungen b, b versehen, welche eine schiefe Richtung
haben. Durch letztere strömen die Flamme und der Rauch in die obere Abtheilung,
welche den großen Tiegel A enthält, oder zwei solche
Tiegel, wenn der Ofen vergrößert wird. Es folgt daraus, daß die ganze äußere
Oberfläche des Tiegels gänzlich von der Flamme oder den brennbaren Gasen umgeben
ist, und daß dieselben erst dann durch die Canäle c in
eine gemeinschaftliche oder in zwei besondere Essen entweichen, wenn sie den größten
Theil ihrer Hitze abgesetzt haben.
Im obern Theil des Tiegels sind mehrere Oeffnungen angebracht, um den
einzuschmelzenden Brennstahl darin eintragen zu können. Sie werden mit Stöpseln n von feuerfestem Thon verschlossen, welche man
herausnehmen kann, wenn man den Standpunkt des Processes kennen lernen will.
In dem zweiten Gewölbe V' über dem Ofen sind
entsprechende Oeffnungen angebracht und ebenfalls mit thönernen Stöpseln n' verschlossen, welche man ebenfalls abnehmen kann,
sobald man den Betrieb controliren will.
Der Boden des Tiegels, welcher eine geringe Neigung haben muß, ist mit einer Oeffnung
versehen, mittelst welcher man das Metall abfließen lassen kann, wenn es den
gehörigen Grad des Flusses erlangt hat.
Um diesen Tiegel in das Innere des Ofens bringen zu können, ist letzterer an der
Vorderseite mit einer großen Oeffnung versehen, die man mit einer gußeisernen Thür
verschließt, welche auf der innern Seite mit feuerfestem Thon bekleidet ist, um sie
gegen die Einwirkungen der Hitze zu sichern.
In dem Ofengemäuer sind Canäle K der ganzen Länge nach
angebracht, in denen atmosphärische Luft circulirt und folglich die äußere Masse
abkühlt.
Um die Verbrennung zu befördern, bringt man unter dem Rost eine oder mehrere Röhren
j an, die man mit dem Gebläse in Verbindung setzt,
um dem Herbe einen Strom verdichteter Luft zuzuführen, deren Pressung und Menge man
mittelst des Hahns r reguliren kann.
Will man warme Luft anwenden, so muß man die Windleitungsröhren durch das Gemäuer
führen, wodurch dieselben und die Luft welche sie umschließen, erwärmt werden, ehe
die letztere unter den Rost ausströmt.
Ofen mit vielen Tiegeln. – Ein Schmelzofen,
welcher viele Tiegel aufzunehmen vermag, ist in Fig. 42 und 43
dargestellt. Die Tiegel a sind aber weniger groß,
wogegen man aus ihnen zusammen bedeutend schwerere Stücke, von 400 bis 500 Kilogr.
Gewicht, abgießen kann.In der schon erwähnten Gußstahlfabrik von Friedrich Krupp bei Essen sind Stücke bis 3800 Pfd. gegossen worden. A. d.
Red.
Man ersteht aus diesen Figuren, daß die Einrichtung des Ofens derjenigen des
vorhergehenden analog, und nur in Beziehung auf Form und Anzahl der Tiegel von
derselben verschieden ist.
Die Sohle, auf welcher die Tiegel stehen, ist nichts anderes als das Gewölbe des
Ofens F, und es bildet dasselbe durch alle seine
Oeffnungen b eine Art Rost von Ziegelsteinen oder
feuerfestem Thon, durch welchen die Flammen und der Rauch an vielen Orten hindurch
ziehen können.
Durch diese Einrichtung wird, wie durch die vorige, alle Wärme welche sich aus dem
Brennmaterial entwickelt, vollkommen benutzt, und man kann auch den ganzen Proceß
übersehen und leiten.
Man begreift, daß man leicht mehrere solche Oefen neben oder aneinander legen und mit
einer gemeinschaftlichen Esse versehen, sie auch ebenso gut mit kalter als mit
heißer Luft speisen kann, indem man durch die Menge des Windes und dessen Hitzegrad
den Proceß ganz in der Gewalt hat.
Die Ofengemäuer sind, wie diejenigen der gewöhnlichen Puddel- und Schweißöfen,
mit schmiede- und gußeisernen Armaturen versehen.
Da endlich jeder Ofen, sey die Anzahl der Herde oder die Anzahl und Größe der Tiegel
welche sie wolle, getrennt betrieben werden kann, so läßt sich auch jeder einzelne
repariren, ohne den Gang des andern zu stören.
Mit den beschriebenen Vorrichtungen haben die HHrn. Jackson und Sohn die
schon erwähnten Resultate erlangt, nämlich eine bedeutende Brennmaterialersparung,
weil die Wärme besser benutzt werden kann, ferner eine Erleichterung der Arbeit und
die Möglichkeit größere Stücke zu gießen.
Tafeln