| Titel: | Verbesserungen an den Büchsen und Rollen für Fenster, Schiebfenster und andere Zweke, worauf sich John Young, Schlosser in Wolverhampton in der Grafschaft Stafford, am 21. Junius 1836 ein Patent ertheilen ließ. |
| Fundstelle: | Band 66, Jahrgang 1837, Nr. LIX., S. 270 |
| Download: | XML |
LIX.
Verbesserungen an den Buͤchsen und Rollen
fuͤr Fenster, Schiebfenster und andere Zweke, worauf sich John Young, Schlosser in
Wolverhampton in der Grafschaft Stafford, am 21.
Junius 1836 ein Patent ertheilen ließ.
Aus dem London Journal of Arts. Sept. 1837, S.
348.
Mit Abbildungen auf Tab.
V.
Young's verbesserte Buͤchsen und Rollen fuͤr
Fenster.
Gegenwaͤrtige Erfindungen betreffen hauptsaͤchlich die sogenannten
Buͤchsenrollen (box pulleys), uͤber die
man die Schnuͤre der Gegengewichte der Schiebfenster laufen laͤßt.
Ganz besonders beziehen sie sich aber auf jene Art dieser Rollen, deren Achse an der
Rolle befestigt ist, und mit Zapfen in den Seitentheilen der Buͤchse
laͤuft. Man nennt diese Rollen im Handel gewoͤhnlich Spindelrollen
(axle pulleys), um sie von einer anderen Art von
Buͤchsenrollen, an denen die Rolle um eine Achse oder Spindel laͤuft,
die sowohl durch die Rolle, als auch durch die Seitentheile der Buͤchse
fuͤhrt, und deren Enden außen an der Buͤchse, welche in diesem Falle
aus einem Stuͤk gegossen ist, vernietet sind, zu unterscheiden. In lezterem
Fall wird, nachdem die entsprechenden Loͤcher durch die Buͤchse
sowohl, als durch die Rolle gebohrt worden sind, die Rolle an Ort und Stelle
gebracht, und indem man die Spindel durchstekt, auch in dieser erhalten. An der
fruͤher erwaͤhnten Art von Spindelrollen dagegen wird dem
gewoͤhnlichen Verfahren gemaͤß die Buͤchse aus zwei oder drei
Stuͤken gegossen, und deren Seitentheile werden, nachdem sie durchbohrt
worden sind, durch eine Vernietung oder auf andere Weise an dem vorderen Theile der
Buͤchse befestigt, so daß auf diese Weise die Rolle zwischen den beiden
Seitentheilen erhalten wird. Nach der neuen Erfindung soll nun aber die
Buͤchse der sogenannten Spindelrollen um die gehoͤrig vorbereitete
Rolle gegossen werden; und zwar indem sich die Rolle innerhalb des Kernes befindet,
der den innerhalb der Buͤchse befindlichen Raum ausfuͤllt. Wenn das
geschmolzene Metall in die Gießform gegossen wird, so verbreitet es sich um den Kern
herum und in den zwischen diesem und den Seitenwaͤnden der Form gelassenen
Raͤumen. Die Buͤchse wird daher nach dem neuen Verfahren um die Rolle
herum gegossen, so daß diese ohne alle weitere Vorkehrungen auf diese Weise an Ort
und Stelle erhalten wird.
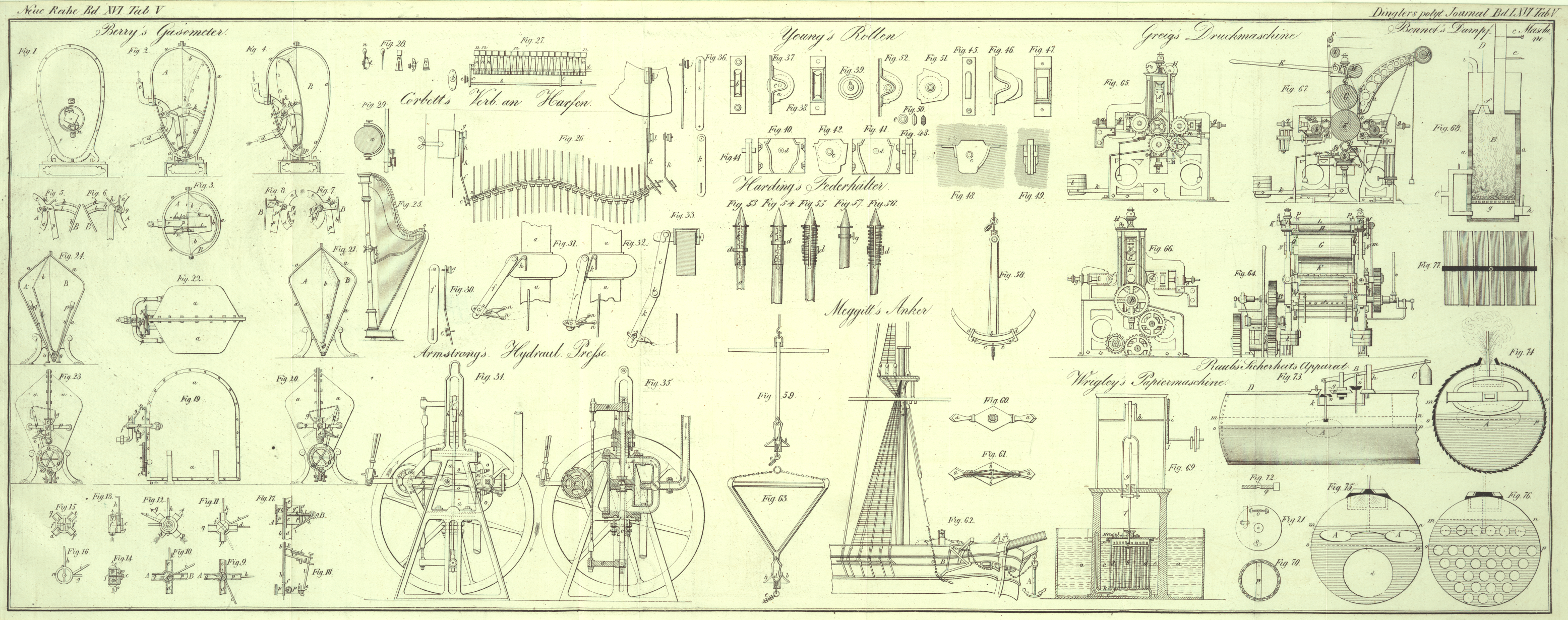
Fig. 36 zeigt
eine der verbesserten Spindelrollen von Vorne; Fig. 37 gibt eine
seitliche Ansicht; Fig. 38 ist eine Ansicht vom Ruͤken her. Fig. 39 zeigt die Rolle
fuͤr sich allein. An allen diesen Figuren ist a
die Buͤchse; b die Rolle und c deren Spindel. Fig. 40
und 41 zeigen das Innere der
beiden Haͤlften oder Seitentheile der Kernbuͤchse. Fig. 42, 43 und 44 zeigen den ganzen Kern
mit der in ihm enthaltenen Rolle von der Seite und vom Ende her betrachtet. Fig. 45, 46 und 47 geben
Fronte-, Seiten- und Ruͤkenansichten des Models fuͤr die
Buͤchse; und Fig. 48 und 49 sind
Laͤngen- und Querdurchschnitte des Sandmodels mit dem in ihm
befindlichen Kerne. Wenn die Rollen in der aus Fig. 39 ersichtlichen
Gestalt verfertigt, und die Enden ihrer Spindeln in einer Drehbank abgedreht worden
sind, so sezt man sie einzeln in die Kernbuͤchse, und zwar so, daß die Enden
der Spindeln in die versenkten Loͤcher d, d
einpassen. Hierauf wird diese Buͤchse mit Sand ausgefuͤllt, der so um
die Rolle herum eingedruͤkt wird, daß das Ganze einen massiven Kern bildet.
Dann formt man sich den Gießmodel aus Sand, in den man den Kern mir der Rolle legt:
so zwar, daß die aus dem Kerne hinausragenden Spindelenden, wie Fig. 49 zeigt, in den
zwischen dem Kerne und dem Model befindlichen Raum kommen. Wenn das Metall in diesem
Model erkaltet ist, so ist die Operation vollendet, und es braucht nur mehr der Sand
aus dem Inneren der Buͤchse auf die uͤbliche Weise beseitigt zu
werden.
Wenn man will, kann man auch glatt gedrehte Halsringe oder Knaͤufe e, dergleichen man in Fig. 50 sieht, an die
Enden der Spindel der Rolle zwischen diese und die Seitentheile der Buͤchse
bringen, wie dieß aus Fig. 51 erhellt. Es hat
dieß, wie sich versteht, zu geschehen ehe man sie in den Model einsezt. Auf diese
Weise erhaͤlt man eine Buͤchsenrolle von der in Fig. 52 ersichtlichen
Gestalt, an der die Spindel eine bessere Anwelle hat. Man hat natuͤrlich
darauf zu achten, daß man zur Rolle solche Metalle oder Metallgemische
waͤhlt, welche durch das Eingießen des fluͤssigen Metalles, aus
welchem die Buͤchse gegossen wird, nicht in Fluß kommen.
Tafeln