| Titel: | Beschreibung einer neuen Maschine, um eiserne Stäbe zu Reifen für Wagenräder, Fässer und dergl. zu bilden. |
| Fundstelle: | Band 44, Jahrgang 1832, Nr. LX., S. 273 |
| Download: | XML |
LX.
Beschreibung einer neuen Maschine, um eiserne
Staͤbe zu Reifen fuͤr Wagenraͤder, Faͤsser und dergl. zu
bilden.
Aus dem Recueil industriel im Repertory of
Patent-Inventions. Maͤrz 1832, S. 158.
Mit einer Abbildung auf Tab. IV.
Ueber eiserne Staͤbe zu Reifen fuͤr
Wagenraͤder etc.
Diese Maschine, welche zu Lyon im vergangenen Jahr erfunden wurde, ist einfach in
ihrer Bauart. Ein Correspondent, welcher dieselbe arbeiten sah, versichert uns, daß
mittelst derselben zwei Maͤnner in weniger als zehn Minuten eine 4 Zoll
breite und 8 Linien dike eiserne Stange zu einem Radreifen biegen koͤnnen,
wozu ein Schmied auf die gewoͤhnliche Art mit dem Hammer wenigstens 2 oder 3
Stunden brauchen wuͤrde.
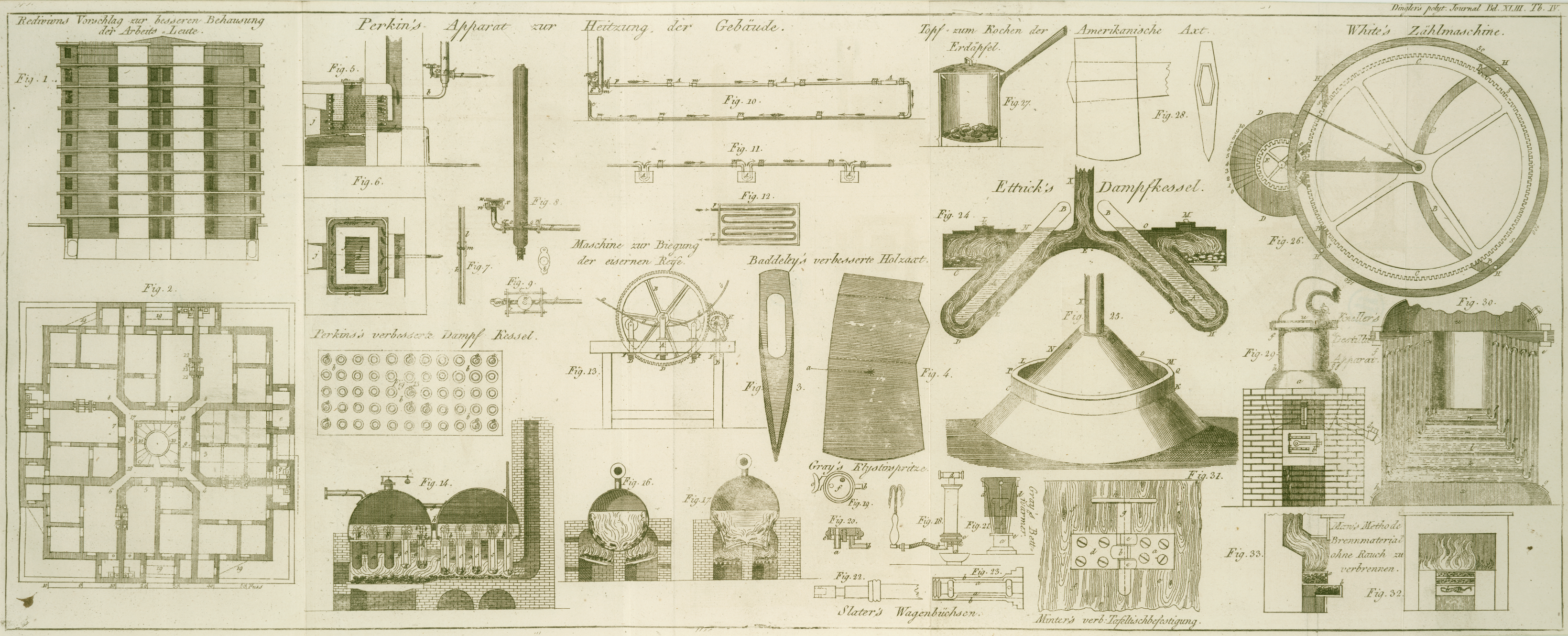
Erklaͤrung der ZeichnungFig.
13.
A, ein Gestelle von Eichenholz, worauf die Maschine
befestigt wird.
B, ein gezahntes Rad von Gußeisen, 3 Fuß im Durchmesser,
dessen Wellzapfen in ihren Unterlagen sich drehen.
CCC, drei Cylinder von Eisen rauh gegossen, 4 Zoll
im Durchmesser, von welchen einer an der Achse des Rades befestigt ist. Jeder dieser
Cylinder ist 12 Zoll lang.
DDDD, vier Paar eiserne Anwellstaͤnder, 18
Linien stark, welche dem Rade, den drei Cylindern, und dem kleinen Getriebe E zur Unterlage dienen, welches leztere in das Stirnrad
B eingreift.
Diese Staͤnder werden an den horizontalen Schwellen des Gestelles durch Schrauben befestigt, und
koͤnnen auf demselben naͤher zusammen oder weiter von einander
geruͤkt werden, nach der krummen Linie, welche der Kreis des Reifens erhalten
soll.
G, eine flache eiserne Stange, welche zwischen den
Cylindern oder Walzen durchgezogen wird, um sie zu einem Reifen zu bilden.
H, eine doppelte Kurbel, welche von zwei oder vier
Maͤnnern umgedreht wird, um das Rad und die Walzen in Gang zu sezen.
Mit dieser Maschine, wie sie hier im Profil dargestellt ist, koͤnnen, nach
einer maͤßigen Berechnung, vier Radreifen von jeder Groͤße vollendet
werden. Die eisernen Stangen muͤssen vorher in einem Schmiedfeuer bis zu
einem schwachen Rothgluͤhen gehizt werden. Nach der gewoͤhnlichen
Verfahrungsweise muͤssen sie ganz roth gluͤhend gemacht, und
allmaͤhlich zur gehoͤrigen Kreisform ausgeschmiedet werden, was eine
Arbeit von wenigstens zwei Stunden erfordert, und wobei die Reifen nicht immer die
genaue zirkelrunde Gestalt erhalten, welche ihnen durch die Walzen mit einem Male
gegeben wird. Diese Verbesserung verdient allgemein bekannt zu werden.
Tafeln